Surface hardening is essential for enhancing the durability and wear resistance of industrial components. Traditional methods such as carburizing, nitriding, and induction hardening have been widely used, but they come with limitations, including high heat distortion and inconsistent results.
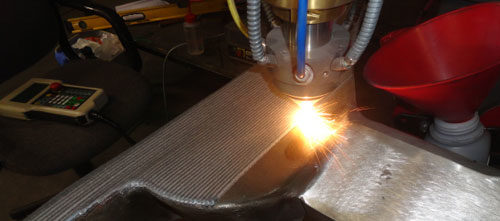
Meanwhile, laser hardfacing applies a thin, uniform layer of welded metal with embedded super-hard particles, offering a cutting-edge alternative for creating wear-resistant coatings. Its low-heat process guarantees minimal distortion and achieves hard particle densities, which makes it a superior choice for extending the lifespan of material components in super abrasive high wear environments.
This article explores various industrial applications and technical aspects of the laser hard facing process.
Technical Aspects of Laser Hardfacing
Listed below are the technical aspects of hardfacing with lasers, including the equipment used and the types of materials best suited for this process:
Types of Lasers Used in Hardfacing
The most commonly used lasers include the following:
Fiber coupled lasers are widely used in laser facing for their high efficiencies and short wavelengths making excellent absorption quality. These lasers also provide a stable and concentrated heat source, making them ideal for precise coating applications.
Materials Best Suited for Hardfacing Laser
The choice of materials is crucial for achieving optimal results. Some of the materials include:
Metals: Steel, stainless steel, and cast iron are frequently used due to their widespread application in industrial components. The ability of hardfacing with lasers to enhance wear resistance makes these metals ideal options.
Alloys: Because of their superior hardness and corrosion resistance, nickel-based and cobalt-based alloys are often used in high-wear environments such as turbine blades and engines.
Composites: Advanced composites combining metal powders with ceramic or carbide particles create ultra-hard surfaces. These materials offer durability and wear resistance, which makes them suitable for extreme conditions.
Equipment Utilized in Hardfacing
Here are the specialized equipment utilized to guarantee precise and consistent application:
Laser Sources
The laser source provides the necessary energy to melt the surface of the workpiece and the hardfacing material. The choice of laser source depends on the specific application and material requirements.
CNC Machines
Computer numerical control (CNC) machines are essential for controlling the laser movement and the component. CNC technology ensures high precision and repeatability, allowing complex geometries to be accurately coated.
Powder Feeders
Powder feeders supply the hardfacing material to the laser beam. The feeder must consistently deliver the powder to achieve a uniform coating. Advanced systems can adjust the feed rate in real time based on process conditions.
Industrial Applications of Laser Hard Facing
We tackle below how laser hardfacing provides superior quality in various industries where wear resistance is crucial:
Automotive
Laser hardening significantly improves the surface hardness of engine valves, camshafts, and crankshafts. The precision and control provided by laser technology ensure minimal distortion and maintain the integrity of these components. As a result, the extended lifespan of these parts reduces maintenance costs and increases the vehicle’s overall reliability.
Aerospace
In aerospace, components such as turbine blades face harsh conditions of high temperatures and friction. Laser hardfaced materials can withstand extreme temperatures in turbine engines, which enhances fatigue strength. Moreover, precisely applying wear-resistant materials with lasers maintains tight tolerances, which are critical for aircraft safety.
Oil and Gas
The oil and gas industry operates in some of the harshest environments, constantly exposing equipment to abrasive materials and corrosive substances. Laser processing provides a robust barrier against the corrosive conditions encountered in drilling operations. It increases wear resistance and cutting maintenance by extending equipment lifespan.
Heavy Minning Machinery
Heavy machinery components such as buckets, blades, and wear plates benefit significantly from laser hardfacing. This imparts high hardness to surfaces, greatly improving abrasion resistance. Moreover, this process can enhance the toughness of components, allowing them to withstand severe impact.
Titanova: Revolutionizing Manufacturing With Laser Hardfacing Excellence
Experience Titanova’s laser hardfacing service for continuous quality assurance through material analysis! With our expertise in laser processing and quality assurance measures, we provide innovative solutions, ensuring quick turnaround times at the lowest cost to our customers.
Contact us today to learn how we can meet your laser needs!
Our extensive expertise in laser processing solutions, combined with comprehensive quality assurance and metallurgical capabilities, is why we are the leaders in the laser processing industry. We maintain rapid process development and fast turnaround times at low costs for our clients while continually improving our systems, and striving for 100% customer satisfaction.
Through the years, Titanova has been steadfast in our mission to provide services and products of the highest quality by ultimately meeting or exceeding our customers’ requirements.
If you’re looking for clarification on laser processing for your project’s specific needs, you have come to the right place! In this blog, we are going to tackle some of the most Frequently-Asked-Questions we have received to enlighten and guide you through the process.
What is the difference between welding, soldering, and brazing?
Welding, brazing, and soldering are methods used in joining two or more pieces of material – primarily metals. The difference among these processes is the temperature used to form the joint.
Welding is a fabrication process that involves melting the base materials to create a fused joint when cooled. This process may or may not involve the use of filler metals or shielding gasses.
In essence, brazing and soldering are the same: they melt only the filler metal (braze or solder), not the base materials. Through capillary action, the liquid filler metal wets the base materials. Once the liquid filler metal solidifies, it is bonded to the base materials, creating a consolidated joint. What sets soldering apart from brazing is the melting point of the filler metal; brazing is hotter.
Each process has advantages and disadvantages from a processing and application perspective.
What are the applications of soldering and brazing?
Brazing is a popular commercial process used in a wide range of industries thanks to its flexibility and robust properties to which joints may be produced. This makes it highly reliable in critical and non-critical applications.
Soldering is widely used in machining and electronics for making electrical wirings and connections, such as joining copper to printed circuit boards (PCB). Construction and plumbing industries also utilize the process to join copper pipes. One high-value application of soldering is for assembling jewelry.
What are the advantages and disadvantages of soldering and brazing?
Soldering has advantages such as lower power input and processing temperature than welding and brazing. It can also join dissimilar base materials and thin-walled parts. With soldering, you don’t need a post-processing heat treatment. However, the disadvantages of soldering may include producing lower strength of joints compared to welding and brazing, making them undesirable for load-bearing applications. You may also experience trouble joining large sections with soldering.
On the other hand, the advantages of brazing include having a lower power input and processing temperature than welding. In addition, brazing produces joints with minimal thermal distortion and residual stresses compared to welding. Brazing also creates stronger joints than soldering.
Disadvantages of brazing are: producing lower strength joints and creating joints not as well suited to high-temperature applications as welding.
What is your capacity?
With our cutting-edge equipment and facilities, Titanova can cater to up to 36,000 lbs in weight and around 13 feet in height. We also offer custom options to meet greater sizes.
What kind of quality systems do you have?
All our services are ISO 9000:2015 certified. This means Titanova has sustained success implementing an ISO-approved quality management system.
What materials can you work with?
Titanova can work with all weldable materials and all standard metals.
Do you work with exotic materials?
This is open to discussion. If your exotic materials can be melted with a laser, why not?
Where did the name Titanova come from?
The name Titanova was inspired by the word “Supernova,” which are the most massive stars ending their lives thru massive nuclear explosions. Each supernova is unique and results in the unique production of certain elements. This is the process of supernova nucleosynthesis. The earth and the chemistry of life itself are the results of multiple star deaths. Using this analogy, Titanova was built on the intellectual stardust of historic Super ideas formulated by our most outstanding scientists and engineers.
What elements are compatible with each other during welding?
With Titanova, the sky’s the limit! Go ahead and send us your details and project specifications to find out if your materials are compatible.
What elements are not compatible?
Elements that may not be compatible with our equipment and services are immiscible metals and form brittle intermetallics. Examples of these metals are:
Aluminum and steel
Titanium and steel
Copper and aluminum
Others
What are thermal spray and laser cladding?
Thermal spraying refers to coating processes in which finely divided metallic or nonmetallic materials are rested in a molten or semi-molten state to form a coating. The coating material may be in the form of a ceramic rod, powder, wire, or molten material.
Laser Cladding is a welding process similar to electrical arc welding processes such as GTAW, TIG, MIG, and PTA in which the heat source is located where the overlay material and the workpiece surface come in contact.
The heat source is powerful enough to melt the coating material and a portion of the substrate to make a welded bond. However, melting as little of the workpiece substrate as possible is beneficial for distortion, intermetallic dilution, and structural defects.
Get Your Laser Material Processing By Titanova
Titanova is a full-service, ISO 9001:2015 certified laser job shop and a proud member of ASM, ASME, AWS, and NTMA. We supply non-cutting laser processes, including laser heat treating, laser glazing, laser welding, laser cladding, hard laser facing, laser clad overlay tubing, laser brazing, and laser additive machining services.
Titanova offers an array of laser processing solutions suitable for various industries. Do not hesitate to contact us for more information about our services and capabilities or go through our reading materials to understand better our service range and complete laser service solutions offering.
Welding involves joining two metal parts using heat to melt them together. Weld overlay involves adding to the surface of a metal component to recover lost dimensions [ Additive remanufacturing] or changing the chemistry of the metal surface [ corrosion resistance]. Using the laser as the heat source, hot and cold wire feed welding are two types of laser welding processes that can be used to supply metal material to the weld puddle. For laser welding it is primarily for improved weld root enforcement, and for laser weld overlay it is for cladding the part. Though like gas tungsten arc welding (GTAW), hot and cold wire feed laser welding features quicker, cleaner welds, lower dilution welds which lower costs and improves performance for clients.
Below we explain these processes in depth and compare their advantages and disadvantages.
What Is Hot and Cold Wire Feed Welding?
Hot and cold wire feed welding are distinct processes that yield near-perfect fillet welds and minimal distortions.
What Is Hot Wire Laser Welding?
Hot wire laser welding uses a custom welding power supply resistively heated filler wire, and the laser is the melting heat source. This combination promotes accurate weld location placement. Electrical resistance heats the filler material near to melting, forming the hot wire, but a controlled power supply prevents plasma or arcing. The laser provides the final heat source to melt and weld the filler to the metals.
Hot wire laser welding is a lower-heat input process that produces yields lower dilutions, low distortion, and improved quality.
What Is Cold Wire Laser Welding?
Unlike hot wire laser welding, cold wire laser welding only relies on the laser for the heat source. The wire is fed into a weld puddle generated by the laser.
Hot vs. Cold Wire Laser Welding
The main difference between hot and cold wire laser welding involves thermal dynamics. Less energy is required to melt a hot metal than a cold metal. The energy required to melt a certain mass of metal depends on its heat capacity and heat of fusion.
Three-quarters of the total energy required to heat a metal alloy from room temperature to molten temperature [Heat capacity]. The other 25% is required to melt the alloy [heat of fusion]. For this reason, hot wire laser welding has more advantageous than cold wire laser welding, but with the disadvantage of added process complexity and equipment cost.
Advantages of hot over cold wire
Deposition rate five times higher
Reduces dilution, distortion, and residual stress
Reduces machining and non-destructive examination
Disadvantages of hot over cold
Higher complexity
More expensive capital equipment
Limited selection of compatible wires
Laser Feed Welding Applications
Laser feed welding and cladding are can be used is just about every application in which common welding and weld over lay techniques are used today.
Advanced Cold Wire Welding and Hot Wire Welding at Titanova
If you need a cutting-edge welding solution, Titanova is your ideal partner. We are dedicated to developing new laser technologies for the welding industry, such as cold and hot wire laser welding and cladding. We also provide non-cutting laser processes such as laser heat treating and laser hard facing.
Titanova has served many critical industries, from aerospace , steel manufacturing, agriculture , mining, energy generation and many others. Contact us today to learn how we can serve you with our advanced welding services.
Posted by John Haake on | Comments Off on Hardfacing Methods
Hardfacing delivers a wear-resistant and hard coating of material on the surface of a worn component or a new component that will be subject to wear. There are various methods that can be used to apply the hardfacing layer. Common methods include:
Arc Welding
Oxygen-Acetylene
Thermal Spraying
Diode Laser Hardfacing
The different hardfacing techniques provide different results to suit a range of applications. This blog will describe the various hardfacing methods to help you determine the ideal method for your application or industry.
Laser WC Hardfacing Mixing Plow
Types of Hardfacing Methods
There are various methods for hardfacing, which include:
Diode Laser Hardfacing
Diode laser hardfacing can increase lifespan and reduce wear of material handling components. The coating is extremely wear-resistant, relying on a laser to weld a thin metal layer embedded with super hard particles. Diode laser hardfacing produces a thin, smooth, and uniform coating. It provides a hard particle density of up to 75% and prevents burning carbides with low heat application.
Submerged Arc Welding (SAW)
SAW relies on flux to unite slag and protective gases into the weld pool. When welding, an arc forms between the flux and the workpiece surface through a continuously fed wire electrode. SAW provides excellent deposition rates, deep penetrating welds, and versatility to perform indoors and outdoors. The leftover flux can also be recycled using a flux recovery system.
Flux Cored Arc Welding (FCAW)
FCAW uses a continuously fed tubular flux-filled electrode and requires constant voltage. It is not ideal for all metals but provides excellent penetration and a high deposition rate. FCAW is suitable for any welding position and allows for manual, automatic, and semi-automatic operations. It is ideal for construction applications due to its mobility and speed.
Shielded Metal Arc Welding (SMAW)
This manual arc welding process relies on a covered flux consumable metal electrode that shields the weld pool. It forms an arc between the electrode and the metal substrate using an electric current. When laying the weld, the flux coating disintegrates and creates a layer of slag and shielding gas to protect the weld while cooling. SMAW has lower deposition rates than other welding techniques but works with a range of metals and alloys. It also allows for diesel or gas power, making it highly portable and suitable for remote regions.
Gas Metal Arc Welding (GMAW)
GMAW or MIG welding relies on a welding gun with a consumable wire electrode and a shielding gas. The process is automatic or semi-automatic and typically uses a constant voltage. While it is unusable for overhead and vertical welds, it requires little cleaning post-weld thanks to its low slag generation and provides high deposition rates with low consumable costs.
Gas Tungsten Arc Welding (GTAW)
GTAW or TIG welding creates an arc between the workpiece and a non-consumable electrode, and an inert gas barrier is formed to protect the welding pool. It has lower deposition rates than other methods but leaves a clean finish without producing slag. GTAW also offers a high range of flexibility, allowing welding to be manually or automatically performed in any position and with a wide range of metals.
Thermal Spraying
Thermal spraying is a hardcoating method that sprays heated or melted materials onto a surface. It relies on chemical or electrical heating to spread a coating up to several millimeters thick over a large area with a higher deposition rate than other methods. Thermal spraying works with various material surfaces and does not heat the surface significantly, making it suitable for coating flammable materials.
Oxygen-Acetylene
Oxygen-acetylene hardfacing is a relatively simple method for those familiar with welding. It is not ideal for coating large components, but it provides low weld deposit dilution and provides enhanced control of the deposit shape. Oxygen-acetylene also delivers lower thermal shock with a slower heating and cooling process.
Metal Compatibility With Hardfacing
Various metals are compatible with hardfacing. The primary requirement for a prospective material to be compatible with hardfacing is a carbon content lower than 1%. Low-alloy steels and carbon steels are typically compatible, but high-carbon alloys may require a special buffer layer.
The following metals offer compatibility with hardfacing:
Nickel-Based Alloys
Cast Iron and Steel
Stainless Steel
Copper-Based Alloys
Manganese Steel
Partner With Titanova for Your Laser Hardfacing Needs
Industrial hardfacing can be applied to various materials using diode lasers, thermal spray, and several welding methods. Each method provides unique benefits and can reliably apply a hardfacing coating on a range of metals. Learn more about Titanova’s laser hardfacing capabilities and contact us to speak with a representative today.