Hardfacing delivers a wear-resistant and hard coating of material on the surface of a worn component or a new component that will be subject to wear. There are various methods that can be used to apply the hardfacing layer. Common methods include:
- Arc Welding
- Oxygen-Acetylene
- Thermal Spraying
- Diode Laser Hardfacing
The different hardfacing techniques provide different results to suit a range of applications. This blog will describe the various hardfacing methods to help you determine the ideal method for your application or industry.
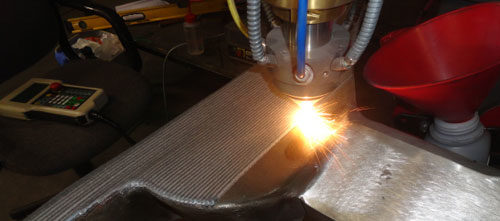
Laser WC Hardfacing Mixing Plow
Types of Hardfacing Methods
There are various methods for hardfacing, which include:
Diode Laser Hardfacing
Diode laser hardfacing can increase lifespan and reduce wear of material handling components. The coating is extremely wear-resistant, relying on a laser to weld a thin metal layer embedded with super hard particles. Diode laser hardfacing produces a thin, smooth, and uniform coating. It provides a hard particle density of up to 75% and prevents burning carbides with low heat application.
Submerged Arc Welding (SAW)
SAW relies on flux to unite slag and protective gases into the weld pool. When welding, an arc forms between the flux and the workpiece surface through a continuously fed wire electrode. SAW provides excellent deposition rates, deep penetrating welds, and versatility to perform indoors and outdoors. The leftover flux can also be recycled using a flux recovery system.
Flux Cored Arc Welding (FCAW)
FCAW uses a continuously fed tubular flux-filled electrode and requires constant voltage. It is not ideal for all metals but provides excellent penetration and a high deposition rate. FCAW is suitable for any welding position and allows for manual, automatic, and semi-automatic operations. It is ideal for construction applications due to its mobility and speed.
Shielded Metal Arc Welding (SMAW)
This manual arc welding process relies on a covered flux consumable metal electrode that shields the weld pool. It forms an arc between the electrode and the metal substrate using an electric current. When laying the weld, the flux coating disintegrates and creates a layer of slag and shielding gas to protect the weld while cooling. SMAW has lower deposition rates than other welding techniques but works with a range of metals and alloys. It also allows for diesel or gas power, making it highly portable and suitable for remote regions.
Gas Metal Arc Welding (GMAW)
GMAW or MIG welding relies on a welding gun with a consumable wire electrode and a shielding gas. The process is automatic or semi-automatic and typically uses a constant voltage. While it is unusable for overhead and vertical welds, it requires little cleaning post-weld thanks to its low slag generation and provides high deposition rates with low consumable costs.
Gas Tungsten Arc Welding (GTAW)
GTAW or TIG welding creates an arc between the workpiece and a non-consumable electrode, and an inert gas barrier is formed to protect the welding pool. It has lower deposition rates than other methods but leaves a clean finish without producing slag. GTAW also offers a high range of flexibility, allowing welding to be manually or automatically performed in any position and with a wide range of metals.
Thermal Spraying
Thermal spraying is a hardcoating method that sprays heated or melted materials onto a surface. It relies on chemical or electrical heating to spread a coating up to several millimeters thick over a large area with a higher deposition rate than other methods. Thermal spraying works with various material surfaces and does not heat the surface significantly, making it suitable for coating flammable materials.
Oxygen-Acetylene
Oxygen-acetylene hardfacing is a relatively simple method for those familiar with welding. It is not ideal for coating large components, but it provides low weld deposit dilution and provides enhanced control of the deposit shape. Oxygen-acetylene also delivers lower thermal shock with a slower heating and cooling process.
Metal Compatibility With Hardfacing
Various metals are compatible with hardfacing. The primary requirement for a prospective material to be compatible with hardfacing is a carbon content lower than 1%. Low-alloy steels and carbon steels are typically compatible, but high-carbon alloys may require a special buffer layer.
The following metals offer compatibility with hardfacing:
- Nickel-Based Alloys
- Cast Iron and Steel
- Stainless Steel
- Copper-Based Alloys
- Manganese Steel
Partner With Titanova for Your Laser Hardfacing Needs
Industrial hardfacing can be applied to various materials using diode lasers, thermal spray, and several welding methods. Each method provides unique benefits and can reliably apply a hardfacing coating on a range of metals. Learn more about Titanova’s laser hardfacing capabilities and contact us to speak with a representative today.
Comments are closed