Laser hardening—also referred to as laser case hardening—is a heat treating process used to improve the strength and durability of component surfaces. It employs the use of high-powered diode lasers that apply energy to heat localized areas of the component surface. As the lasers move across the surface it instantaneously heats the surface and a desired case above the austenizing temperature as the laser passed over this volume of metal it self-quenches (i.e., cools) rapidly through conduction, resulting in the formation of a martensitic structure and, consequently, the hardening of the material.
Compared to traditional hardening methods, laser hardening offers a number of advantages, such as a lower risk of warping and cracking, greater precision and accuracy, and broader material suitability. These characteristics make it suitable for processing a variety of parts and products.
The following article provides an overview of the laser hardening process, including what it entails, key advantages, typical applications, and the laser heat treating capabilities available at Titanova.
What Is the Process of Laser Hardening?
While laser hardening operations may vary slightly from project to project depending on the part and production specifications, all of them follow the same basic steps.
- Positioning the workpiece beneath the diode laser. The laser hardening process is suitable for nearly any steel or cast iron that contains carbon. The workpiece can range from simple to highly complex.
- Activating the laser. Once the workpiece is in the correct position, a preprogrammed robot program activates the laser, which heats the localized area’s surface to just below its melting point (typically between 900 and 1400° C). In response to the heat, the lattice of carbon atoms rearranges itself. This process is known as austenitization.
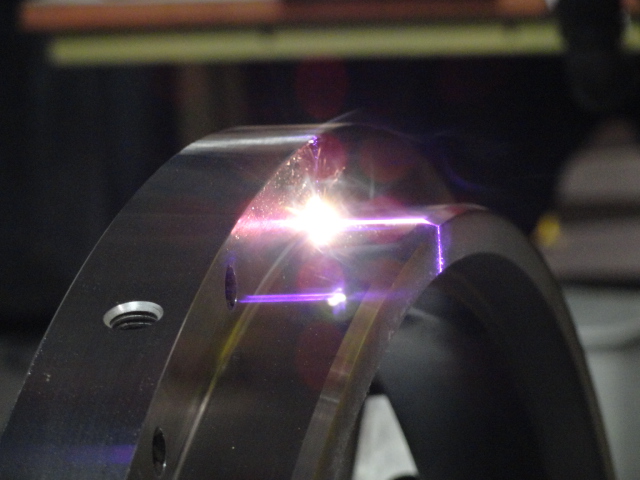
- Moving the laser across the component surface. The area under the laser beam instantaneously reaches the desired temperature, the laser beam is programmed to move across the surface of the workpiece along a preprogrammed path. The laser energy per unit area which is determined by the laser power and surface speed determines the hardened case depth. Once the laser moves over an area, the area rapidly conductively quenches. The rapid quench prevents the carbon atoms from returning to their original lattice formation and producing a harder crystalline structure known as martensite. It is this structure that hardened case.
The effects of the laser hardening process can extend between 0.1 to 2 millimeters into the workpiece, depending on the material and laser process parameters. Additionally, it can be used across the entire surface of a component or only on certain sections (selective hardening), depending on the design and function of the end product.
Is Quenching Needed for Laser Hardened Materials?
During laser hardening operations, there is no need for a separate quenching stage after the application of heat to the workpiece. While conventionally heated workpieces must be dipped into a liquid to quench harden the material, the workpieces that are laser hardened are conduction mode self-quenched—i.e., cooled without additional cooling fluids and processes.
Advantages of the Laser Hardening Process
In comparison to other hardening processes, laser hardening offers several advantages, including:
- Smaller risk of distortion: In conventional hardening operations, the combination of heating the entire workpiece or a greater volume of the workpiece and subsequent liquid quenching operations results in a high risk of distortion and cracking in the processed workpieces. Laser hardening has precise energy input and eliminates the need for liquid quenching. The result is much less distortion.
- Better compatibility with small components: Diode lasers enable the precise control of the surface temperature and the location of the laser beam. This ability enables the process engineer to predictably manage the heat input, which is critical for repeatable production hardening operations.
- Greater precision: In laser hardening operations, the laser technology allows operators to control the temperature and movement of the beam with a high degree of precision. This ability enables them to manage the heat input carefully, which is critical for repeatable production hardening operations.
- Lower processing costs:Compared to other case hardening processes such as flame and induction hardening, laser hardening is a non-contact process that can produce a required case depth and not more. This along with not requiring liquid quenching leads to lower distortions subsequently eliminating the need for expensive post hard milling and grinding.
- Broader suitability for part geometries: Some hardening methods—such as flame hardening and induction hardening—have difficulty processing workpieces with complex geometries. The noncontact laser hardening method can selectively case harden workpiece surfaces regardless of their geometry.

Applications of the Laser Hardening Process
Laser hardening is highly versatile, offering a smaller risk of distortion, faster processing speeds, and lower processing costs for a wide range of metal components. These qualities make it suitable for the treatment of many different industrial and commercial components, including for the following industries:
- Aerospace
- Agriculture
- Automotive
- Chemical processing
- Coal
- Construction
- Energy and recovery
- Food processing
- Heavy equipment
- Marine
- Mining
- Nuclear energy
- Oil recovery and refining
- Pulp and paper
- Remanufacturing
- Steel manufacturing
- Transportation
As the laser hardening process affects only the top layers of a workpiece, it is considered a surface hardening treatment. It is used to improve the surface durability of a variety of metal components, including those exposed to cyclical, mechanical, and wear (e.g., mining bits and pistons). Other examples of typical laser hardened parts include tools and tooling, gearwheels, sprockets wheels, and camshafts.
Contact the Experts at Titanova for Your Laser Hardening Needs
Titanova is a full-service provider of laser material processing services that performs a broad selection of non-cutting laser services for customers across a wide range of commercial industries. One of our core service offerings is laser hardening.
The laser hardening process is an effective and efficient method of improving the surface durability of metal components. Its higher precision and lower risk of distortion make it ideal for hardening surfaces on highly complex and extremely small or delicate parts. If you’re looking for an experienced and knowledgeable laser hardening partner, the experts at Titanova are here to help.
At Titanova, we are a full-service, ISO 9001:2015-certified laser workshop. We offer a wide range of non-cutting laser services, including, but not limited to, laser heat treating. This capability allows us to produce components that stand up to repeated mechanical and chemical stresses, such as:
- Bearing and cutting surfaces
- Drive train components
- Gears, pulleys, and cams
- Hand tools
- Needles and pins
- Powder metal parts
- Pumps
- Stamping dies
- Turbine blades
- Valves and seals
In addition to our laser hardening capabilities, we also offer a variety of other non-cutting laser services, such as laser additive manufacturing, laser brazing, laser cladding, laser glazing, laser hardfacing, and laser welding.
Regardless of your non-cutting laser processing needs, our extensive industry experience and uncompromising quality standards ensure we can meet or exceed your requirements. To learn more about our laser hardening and other capabilities or work with us on your next project, contact our team today.
1 Comment
Paul Mathew
Hi, I have a curious question. When compared to induction hardening of large gears, with laser hardening is there a good cost benefit story. If yes, how much relative % benefit can be realized. Is this benefit primarily due to the hardening processing OR due to better payback on operational performance and longer part life. Thanks for your prompt response.