Railroads rely heavily on the efficiency and reliability of their rail network infrastructure. In the USA, railroads spend billions of dollars on rail networks for replacement, improvement, and expansion. Trackwork frogs and crossing points are a particularly special component that requires constant and special attention. These are major track components for passing lines, turnouts, switching, and classification yards. These frogs are cast austenitic manganese steel (AMS) or Hadfield steel due to their excellent work-hardening characteristics and high toughness.
However, this chemistry creates a unique challenge when welding repairs in the field. Primarily, the traditional weld buildup repairs often only last weeks to six months before requiring additional maintenance, leading to a vicious cycle of repeat damage and repair and finally replacement. This is costly from a component and labor cost but, more importantly, tracks downtime or reduces operational speeds.
This article describes a patented laser additive technology to repair manganese steel castings for dramatically better and longer-lasting solutions.
Understanding the Challenge of Repairing Manganese Steel Castings
Repairing manganese steel castings poses unique challenges due to the material’s properties. Manganese steel is very heat sensitive, making it difficult to weld. Excess heat during the traditional welding leads to material changes resulting in cracking and spallation.
Another challenge is the presence of impurities and inclusions that can make it even more difficult to repair. In addition, these impurities can lead to porosity in the weld, reducing its strength and durability. Moreover, the high carbon content of manganese steel can make it prone to cracking and heat-affected zone (HAZ) embrittlement during the welding process. This can result in weak or brittle welds susceptible to failure.
Adding to these challenges, repairs are often needed in remote locations along the railway line. This can make it difficult to access the damaged components, schedule track time, and perform repairs quickly and efficiently. As a result, it is crucial to choose a reliable and fast welding process to repair special trackwork frogs in challenging railway environments that don’t reduce track utilization time.
Overcoming Repair Challenges With Laser Additive Technology
Specialized welding techniques and filler materials are required to address the challenges of repairing manganese steel castings. One innovative solution that has been developed is using laser cladding or laser additive technology.
The Union Pacific first proposed this approach, and Titanova was tasked with exploring its potential benefits. To further develop this strategy, we partnered with Holland Engineering to refine the technology and create a robust solution for repairing manganese steel castings.
Laser cladding is the solution for repairing worn steel surfaces or adding surface materials to steel products. This method uses a high-intensity laser beam to melt powdered metal materials onto a substrate. Another technique is hot wire laser cladding, which involves using a MIG welding unit to preheat the welding wire through resistive heating. Afterward, the laser completes the melting process.
Laser additive technology provides several advantages, including reduced heat input, lower dilution, near-net shape deposits, and faster processing times than traditional welding methods. Furthermore, it is a highly automated process that guarantees consistent, high-quality results.
The results are significant. Laser additive repaired track frogs outlast traditionally fixed frogs by 10X to 20X. In addition, the laser-clad repaired frogs’ lifetimes are even surpassing new frogs. This is a game changer in the industry which will save a significant amount of money and improve the supply chain for the USA.
Titanova: Your Trusted Partner for Manganese Steel Repairs
If you’re struggling to repair high manganese steel components, Titanova is here to help! With our extensive experience in Hatfield high manganese steels, we are the ideal partner for repairing components made from these materials. Our laser cladding services are designed to help you overcome these challenges and achieve high-quality results. We guarantee superior solutions for improving manganese steel.
Contact us today to learn more about how our laser additive cladding services can help you!
Laser additive remanufacturing, also called laser cladding, is a cutting-edge technology that uses a laser to deposit material onto a component. It restores the component to its original condition or even with proper selection of metal to be laser clad, it can improve it. The process entails adding the metal layer by layer to an existing three-dimensional part.
Unlike traditional manufacturing and repair techniques, laser cladding is a highly precise method for restoring or improving the function of components. This article will delve into the basics of laser additive remanufacturing, including its process and applications.
How Laser Additive Remanufacturing Works
The remanufacturing process begins with preparing the component’s surface and removing defects. A laser beam is used as the welding heat source, adding metal and fusing it to the component’s exterior. The laser beam is accurately robotically controlled, allowing for extremely precise addition of weld metal both in thickness and location enabling minimal heat-affected zones.
The type of material that is used in the process depends on the application and the requirements of the component being repaired. Typically, a powdered metal or wire is used, melting and fusing onto the surface to create a new material layer. Depending on the metal clad, this process can be repeated multiple times to build up several layers, allowing for the repair of larger or more extremely worn parts.
Applications of Laser Additive Remanufacturing
Laser additive remanufacturing is a highly versatile technology with wide-ranging applications across diverse industries. It can repair and restore a wide range of industrial components, including those used in the mining, energy, aerospace, automotive, heavy equipment, manufacturing, and energy sectors. Here are some of the most significant uses and applications of this technique:
Motors and Generators
Motors and generators are critical components in various applications, including energy generation, industrial machinery, marine and aerospace systems. One of the benefits of this technology is that it can be used to restore surfaces subjected to wear. It also allows for precise control over the material deposition, repairing worn areas and adding material for improved performance.
Moreover, large generators and motors are susceptible to failure mechanisms, particularly the bearing journals. Rebuilding the journals can be expensive, but laser cladding offers a highly precise, low-heat, and cost-effective solution to this problem.
Wind Turbine Components Main Shafts, Bearing Retainers, Gear-boxes
Wind turbines are a key renewable energy provider, but their main shafts are prone to wear or damage during bearing failures over time. Laser additive remanufacturing can add material to the shaft without compromising its strength and durability.
The technology offers several advantages over traditional repair and maintenance, such as thermal spray methods for wind turbine main shafts and cast iron bearing retainers. The laser clad is a welded bond so no risk of spallation of the thermal spray coating. In addition, Titanova is offering the only laser additive repair of wind turbine cast iron components such as bearing retainers and gearbox bearing retaining bores.
Mill Rolls
Laser additive remanufacturing is a precise and cost-effective solution for restoring and laser hard facing rolling mills that are common in the steel, aluminum, copper and similar industrial plants.
Heavy Equipment Parts and Components
Laser Additive remanufacturing is having a large impact on the recovery of heavy equipment parts and components. Titanova’s advanced laser cladding technology can enable the recovery of virtually all metal components found in heavy equipment including engine components, including cast iron components.
Choose Titanova for High-Quality Laser Cladding Solutions
With years of industry experience in laser cladding, Titanova has developed proprietary methods to repair all steel, stainless steel, and cast iron components. Our process produces a metallurgically bonded layer that is highly resistant to wear and corrosion, boosting the durability and lifespan of your parts.
We aim to provide services and products of the highest quality by exceeding your expectations! Contact us today to learn more about our services and how we can assist you with your project.
Cast iron is widely used in various industries due to its unique properties. However, the challenges of repairing these components can be daunting because of the welding process. Titanova, a leader in laser cladding, has developed a proprietary technique that enables the repair of the biggest castings.
This article will explore the benefits of cast iron, the challenges involved in repairing it, and how Titanova’s laser cladding technique addresses these issues.
Cast Iron: A Versatile Material
Cast iron is an iron-carbon alloy with a high carbon content of over 2% and silicon between 1-3%. This chemistry allows for lower melting points, which is a main benefit to the industry.
Cast iron has many classes and subclasses, each with unique properties and applications. The following are the several types of cast iron:
Grey cast iron: used in gearbox cases, engine cylinder blocks, flywheels, and machine-tool bases
White cast iron: used in anti-erosion piping and bearing surfaces
Malleable iron: used in axle-bearing retainers, track wheels, and automotive crankshafts
Ductile or nodular iron: used in gears, camshafts, and crankshafts
Ni-hard Type 2: used in high-strength applications
Ni-resist Type: used for resistance to heat and corrosion
Challenges of Repairing Cast Iron
Here are some of the main obstacles to repairing cast iron components:
Welding Difficulties
Cast iron contains a high amount of carbon, typically between 2% and 4%. This carbon content causes the material to become brittle and prone to cracking when exposed to high heat during welding. Welding also causes the carbon to migrate to the weld pool, leading to porosity and weakening the weld joint.
Microscopic Impurities and Inclusions
Cast iron is not a pore-free material; it contains microscopic impurities and inclusions that make it challenging to repair. These inclusions come in various shapes — from flakes to spherical nodules — and can cause stress concentration, leading to cracks and fractures.
Saturation of Lubricants and Other Surface Substances
Cast iron components used in industrial applications are often exposed to various substances. This includes lubricants, greases, and water that can saturate the surface and create a barrier to adhesion during the repair process. This makes it difficult to achieve proper bonding and leads to failure in the repaired area.
Costly and Time-Consuming Preheat Requirements
Repairing cast iron often requires preheating the component to slow down the cooling rate of the weld and the surrounding area. However, preheating large cast iron components can be time-consuming and expensive, often requiring temperatures between 500-1200 °F. Preheating must also be done uniformly, or it can cause the part to crack, making the repair process even more challenging.
Titanova has years of experience and expertise in laser cladding techniques! This has allowed us to develop proprietary methods specifically designed for repairing all types of cast iron components.
Our laser cladding technique uses a laser beam to melt a powder or wire-based coating material. Afterward, it is bonded onto the surface of the cast iron component. This process results in a metallurgically bonded layer highly resistant to wear and corrosion.
Laser cladding offers several benefits over traditional welding techniques for repairing cast iron components. Unlike conventional welding, laser cladding requires minimal preheat, significantly reducing the time and cost associated with repairs. Additionally, the laser cladding process produces a much smaller heat-affected zone, reducing the risk of cracking during the repair process.
Trust Titanova to provide the laser cladding expertise to keep your operations running smoothly!
Contact us today to learn more about our services and how we can help you achieve your material processing goals.
Laser cladding and hard laser facing are welding techniques that provide a protective surface coating on metal parts. Also called laser metal deposition (LMD), laser cladding utilizes a focused laser beam to generate heat, and clad material is simultaneously fed into the resulting melt pool on the targeted surface area of a metal component. The result is a metallurgically bonded protective layer that enhances a component’s resistance to wear and corrosion associated with environmental and chemical factors. This is done with low dilutions and small heat-affected zones.
Such protection is particularly essential for components across the oil and gas industry. Part exposure to salt water, chemicals, oxidation, and temperature extremes takes a toll on metal components and can lead to downtime and productivity losses due to leakage or part failure. Learn more about the applications for laser cladding in this industry, and how it can help safeguard your equipment from corrosive service conditions.
Laser Cladding Applications in the Oil and Gas Industry
The oil, gas, and petrochemical sectors require parts that can withstand rugged applications in harsh environments. Applications for laser cladding in this industry include:
Bearings, bearing bushes, and bearing journals
Cutting and drilling components and tools
Gate and ball seats and valves
Heat exchangers
Hydraulic cylinders and plungers
Piston rods
Pump components
Risers
Rotors
Seals and seal seats
Tanks
Why Laser Cladding?
Due to corrosion problems in the oil and gas industry, its equipment components benefit greatly from a protective coating. Compared to standard additive methods, laser cladding provides a very low dilution corrosion- and erosion-resistant layer that extends part life and improves operational reliability and performance. Using lasers allows for greater precision and lower heat input that minimizes dilution, and distortion and enhances the properties of the metal substrate. As an added advantage, the process yields very thin weld overlays enabling part designers the choice to use generic base metal alloys for their parts.
All these advantages generate time and cost savings, as well. Covering a more affordable substrate with a thin, specialized surface coating can reduce material expenditures. Coated parts better withstand chemical exposure and mechanism wear, which prevents costly downtime and saves on maintenance and repairs. Offering shorter production times than plasma transferred arc (PTA) welding and other traditional techniques, laser cladding ultimately boosts productivity.
Titanova Laser Cladding
For minimal dilution, Titanova, Inc. uses a laser cladding method capable of welding a very smooth and thin single-pass metal layer overtop of a substrate at high rates of deposition. Stainless and tool steels, superalloys, chrome, cobalt, and nickel alloys are just some of the optimal metals for this process. Our technique allows us to successfully modify the surface metal’s chemistry without creating much weld distortion or a large heat-affected zone. With laser cladding, we can generate functional, cost-effective, and customizable components with enhanced resistance to wear, corrosion, oxidation, and high-temperature fatigue.
Founded in 2008, Titanova strives to provide products and services of the highest quality that meet or exceed customers’ expectations for 100% customer satisfaction. As a full-service ISO 9001:2015-certified laser job shop and certified member of ASME, ASM, AWS, and NTMA, we are committed to continual improvement, offering innovative laser processing solutions and supplying the thinnest and purest clads available in today’s weld overlay market.
For more information on our laser cladding services and how they can benefit your operation, contact us today.
While welding is often used to join metals together, it can also be used as a protective technique. Weld overlay, also known as weld cladding, is the process of melting a protective layer of metal atop another metal surface. The application of laser light heats and melts the cladding metal onto the parent metal, creating a welded surface with greater corrosion or wear resistance. In some cases, multiple metals will be alloyed or layered over one another to enhance the surface’s properties even further.
Weld overlay can be further classified based on its function. Corrosion-resistance overlay, as its name suggests, is used with chrome or nickel based metals to protect against oxidation. Hard-facing weld overlay is similar, but it is performed with the aim of increasing wear resistance. These processes offer a cost-effective and economical way to extend the equipment’s working life.
Titanova offers expert laser cladding and hard-facing services that ensure quality results at affordable prices.
Types of Weld Overlay Processes
To create an effective overlay, providers will match both the materials and the welding technique to the project. To do so, they must consider the goal of the overlay, the properties of the parent metal, and the characteristics of the work environment.
Some of the application options include:
Laser Welding. Typically an automated process, laser welding uses a focused beam of light to quickly melt the cladding into the parent metal. Laser offers high efficiency and excellent results with a smaller heat-affected zone than is possible with conventional arc welding.
Shielded Metal Arc Welding (SMAW). Among the most common welding techniques is shielded metal arc welding, which is more affordable than some other options. It is a manual process that requires the use of a flux-coated consumable electrode. An electrical current creates an arc between the electrode and the metal surface, melting it to join the cladding to the parent metal. The flux melts to create its own shielding gas and produce slag, which adds additional protection to the overlay.
Metal Inert Gas (MIG) Welding. MIG welding is like SMAW welding in that it uses a consumable electrode that melts to form an overlay. However, the electrode does not contain flux, so the shielding gas must be added separately.
Tungsten Inert Gas (TIG) Welding. TIG welding is another shielded arc welding technique, like MIG, but it uses a non-consumable electrode. A separate wire is used to add filler material.
Plasma Transferred Arc (PTA) Welding. PTA welding is an inert-gas process that uses a non-consumable electrode like TIG welding. The major difference is that the cladding material is added directly to the arc as a powder.
Submerged Arc Welding. As its name suggests, submerged arc welding is distinct from other processes because the arc stays hidden—or submerged—beneath the flux blanket. In other respects, submerged arc welding closely resembles SMAW.
Laser Weld Overlay Process Benefits
Laser weld overlays offer significant advantages compared to other surface treatments, including other weld overlays. Because it produces the lowest dilution of any overlay technique, laser cladding is highly economical. The lower heat input also decreases the risk of overheating, meaning that it can be used with parts of all sizes, and the resulting heat-affected zone will be very small. Laser cladding also produces smooth, flat cladding free from surface imperfections. Items Laser clad require little to no finishing, further improving the efficiency of the process.
Industries and Applications
Laser cladding is used in any industry where iron-based metals are exposed to environmental conditions like abrasive materials, precipitation, moisture, or corrosive chemicals. For instance, construction, mining, and excavation equipment can often benefit from hard-facing, as can plumbing components.
Industries whose operating conditions make laser cladding a good option include:
Power generation
Petrochemicals
Biopharmaceuticals
Equipment manufacturing
Wastewater and water treatment
Construction
Mining
Materials Often Used for Weld Overlay
Just as important as the choice of welding overlay technique is the choice of material. Not all metals can be welded together—titanium, copper, and aluminum, for instance, are poor candidates for overlays.
Some materials that tolerate cladding well include:
Stainless steel
Chromium-based alloys
Nickel-based alloys, including Inconel and Hastelloy
Your provider will help you evaluate surface treatment options and determine whether a weld overlay is right for your situation.
Weld Overlay Services by Titanova
Titanova is a full-service, ISO 9001:2015-certified laser shop offering expert welding, hard-facing, and weld overlay cladding. To learn how a weld overlay could improve your equipment’s performance, contact our team today.
Welding, brazing, and soldering are three different processes that join metals. They all use heat to join metal primary differences between welding, brazing, and soldering are the melt temperatures of the metals or materials used in the process and what is being melted. There are many different welding techniques but here we will discuss only thermal techniques. Welding encompasses several different techniques that use energy to melt the base and filler metals together, forming a welded joint. Brazing and soldering molten metal alloy fillers to create a joint between base metals components. The difference is that brazing fuses joints at higher temperatures than soldering, but both typically do not melt the base metal components that are joined
Click to Expand
Welding, brazing, and soldering each have advantages and disadvantages for certain applications. Find out more about their distinct characteristics here.
What Is the Difference Between Welding, Brazing, and Soldering?
Welding, soldering, and brazing are distinct metalworking processes that suit certain applications better than others. Here we’ll explain each process’s features, advantages, and disadvantages.
Welding
Welding permanently joins metal parts by melting the surfaced to be joined together and in some cases using filler materials to fill gaps.
Advantages of welding include:
strong joints, sometimes stronger than the base metals
highest strength joint without heating the whole part
process can be done just about anywhere
Disadvantages of welding include:
Limited choice of metals alloy combination
High distortions
Difficult to impossible to rework
Not compatible with mixed metals i.e copper to steel or aluminum to steel
In some case required pre or post weld heat treatments
Brazing
Brazing involves heating filler metal to its melting point rather than melting the base metals. The molten filler material covers the joint through capillary action and creates a strong alloy seal. It is higher than soldering thus less sensitive to corroded or dirty surfaces.
Advantages of brazing include:
Filler metals have a lower melting point than the base metal
Joins metals and nonmetals, including copper, bronze, Aluminum, and ceramics
Does not require secondary finishing
Easier than welding to rework
Good for large-scale production
Uniform heating limits thermal distortion
Base metal properties typically remain the same
Disadvantages of brazing are:
Capillary action means metals must be very tightly fit during brazing
Requires flux during brazing and flux residue cleaning afterwards
Compatible base metal size is limited
Filler alloys are a different color than the base metal, making the joint less aesthetically appealing
Weaker than welded joints
Joints deteriorate at high temperatures
Soldering
Soldering melts the filler metal at a lower temperature, typically less than 450 °C. This is much lower than the base metals melt temperature. The maximum temperature in brazing can go up to 1000 °C, while welding can involve temperatures as high as 3,800 °C. The applications of soldering and brazing are similar, but the relatively low temperatures of soldering mean that it is has the attributes of the least amount of thermal damage and both require tightly fitting joints and fluxes.
Advantages of soldering include:
Requires least amount heat input than welding and brazing
Can join dissimilar base materials together
Compatible with thin-walled parts
Produces little residual stress and thermal warping
Doesn’t require heat treatment after processing
Disadvantages of soldering include:
More surface preparation and Flux required
Joints are not as strong as those produced through welding or brazing
Not effective for load-bearing joints or heavy metals
Unable to fuse large joints
Not suitable for high-temperature applications
Why Use Titanova for Welding and Brazing Services
When choosing from welding vs. brazing vs. soldering, it’s important to understand your unique joining requirements first, including the materials and intended application. Titanova provides cutting-edge welding and brazing services for nearly all types of metal bonding. Lasers are one of the most precise heating methods for these applications. Our team provides laser welding with minimal distortion for defect-free welding. Our laser brazing services are highly precise and reduce part distortion and energy costs. Contact us to learn how we can help you with your next project.
Posted by John Haake on | Comments Off on Thermal Spray vs. Laser cladding
This blog is meant to explain the differences between the thermal spray and laser cladding processes and help you understand the physical differences between each process.
What is Thermal Spray?
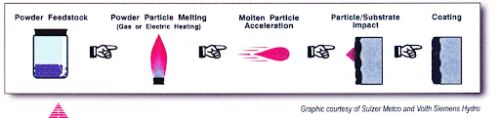
Thermal spraying refers to a group of coating processes in which finely divided metallic or nonmetallic materials [ceramics] are deposited in a molten or semi-molten condition to form a coating. The coating material may be in the starting form of powder, ceramic rod, wire, or molten materials.
The basic process is shown in Figure 1.
Figure 1 – Basic Thermal Spray process
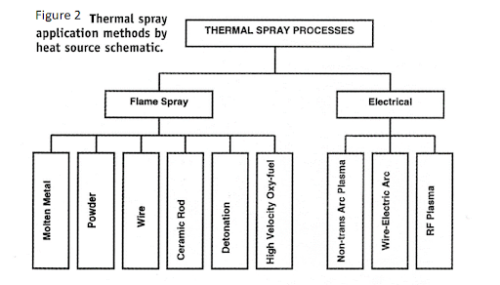
Since there are a large number of materials and heating methods, research has resulted in many different commercial application methods. In Figure 2, a schematic segregated by a thermal heat source method is shown. In general, the flame is chemical combustion and the electrical is a plasma arc.
Figure 2 – Thermal spray application methods
As can be seen from Figure 1, the heat source is disconnected from the workpiece and only affects the thermal spray material, therefore the adhesion of the thermal spray coating is mechanical and NOT welded. This naturally results in a very low heat process, which produces no distortion to the workpiece. On a microscopic level, the coatings are porous. Since the adhesion is mechanical, the coating thicknesses are limited to < 0.015” due to inherent internal stresses and are subject to spallation.
Thermal Spray and Fuse of Self-Fluxing Alloy Powders
Since thermally sprayed material is not metallurgical alloy-bonded to the substrate and the coatings are typically porous, the industry developed thermal spray powder chemistries that are self-fluxing. Self-fluxing alloy is the generic name given to the nickel- or cobalt-based thermal spray powders used to hard-face industrial parts subject to severe abrasion or corrosion.
The thermally sprayed workpiece is heated to a temperature that is at the melt temperature of the self-fluxing alloy, which is below the workpiece melt temperature. As can be seen, the self-fluxing process produces an alloy [welded] bond and eliminates porosity, and achieves thicker and harder coatings. Since the entire workpiece must be heated to a temperature of around 2000° F, this process is typically limited to minor distortion insensitive cylindrical parts.
What is Laser Cladding?
Laser Cladding, also known as laser weld overlay, laser additive manufacturing, direct laser deposition [DLD], and laser spray welding, is a welding process analogous to electrical arc welding processes such as GTAW, TIG, MIG, and PTA in which the heat source is co-located where the overlay material and the workpiece surface come in contact. The heat source is energetic enough to melt the coating material and a portion of the substrate to create a welded bond. Melting as little of the workpiece substrate as possible is beneficial with respect to distortion, intermetallic dilution, and structural defects.
The laser is the heat source, and the physical attributes of the laser are immediately recognizable when it comes to weld overlays. Lasers generate controllable optical energy that can be used to controllably modify materials. The lasers are controllable in terms of direction and beam shape. This process involves surface-only optical heating since the energy is pure radiation energy in the form of photons. This results in instantaneous heating, which enables instantaneous control. As previously mentioned, this process can create a weld overly with the smallest amount of heat input, resulting in the lowest amount of distortion, intermetallic dilution, and almost zero defects.
Benefits of Laser Cladding
The inherent benefits of laser cladding are:
Much less weld distortion = Less post-machining
Low dilution =
Less solidification cracking,
Less hard cracking
Meeting single pass chemical specifications
Less preheat = Less tempering
Thinner clad = Lower material costs and pre-machining costs
Smoother clad = Less post-machining
CONTACT THE LASER WELDING EXPERTS AT TITANOVA TODAY
If you’re looking for laser cladding, thermal spray, or other laser material processing services, consider Titanova. We have over 30 years of experience in the area. For information about our laser cladding capabilities, visit our laser cladding capabilities page or contact us today.
Posted by John Haake on | Comments Off on Introduction to the Laser Cladding Process
Laser cladding—also referred to as laser metal deposition or Laser weld overlay—is a manufacturing technique used to add metal material to the surface of a component. It is generally used to create a protective coating that increases the functionality of the part or product. However, it can also be used to repair worn or damaged surfaces.
The following blog post provides an overview of the laser cladding process, outlining how it works, typical applications, materials used, and key advantages.
How Does the Laser Cladding Process Work?
As suggested by the name, the laser cladding process involves the use of a laser. The laser scans across the surface of the workpiece, creating melt pools in targeted areas. At the same time, a stream of metallic powder or wire is introduced to the targeted areas, which allows the laser to melt the material. The short exposure time reduces the amount of heat and therefore the heat affected zone and enables the workpiece and coating material to cool quickly. The result is a metallurgically bonded coating layer that is tougher than one created using the thermal spray coating method and safer to create than one made through the hard chromium plating method.
Applications of the Laser Cladding Process
Since the laser cladding process can add protective coatings and restore worn/damaged surfaces, it finds use in many industries. For example:
In the construction industry, it is used to coat various machines and systems to protect them against corrosion, impact, and wear. The created coatings help extend the service life of the equipment, reducing repair and replacement costs for construction companies.
In the oil and gas industry, it is used to coat cutting and drilling tools. These components are regularly subjected to stresses that can reduce their service life without proper wear protection. The laser clad process increases the surface durability of the tooling, allowing it to withstand long-term use.
In the mining industry, it is used to coat hydraulic cylinders. The coatings on hydraulic cylinders are highly susceptible to corrosion in mining facilities, which can lead to leaks. Coatings created through the laser cladding process are longer-lasting than ones made through the chrome plating process, which can lead to significant cost savings over the years.
What Materials Can Be Used With the Laser Cladding Process?
The laser cladding process can be performed with a broad selection of metals, including, but not limited to, the following:
Aluminum alloys
Cobalt alloys
Copper alloys
Nickel (self-fluxing) alloys
Stainless steels
Superalloys
Titanium alloys
Tool steels
Click to Expand
Advantages of Laser Cladding
There are many advantages to using laser cladding over other coating methods. For example:
It allows for the precision positioning of coating materials, enabling coaters to target specific areas on the component.
It creates layers that are more impact resistant than ones made through the thermal spray coating method, which can lead to better protection for components.
It produces layers with little to no porosity, which creates denser (>99.9% density) coatings.
It requires relatively low heat input, generating a narrower heat-affected zone (HAZ).
It generates minimal distortion in the workpiece, reducing the need for post-coating processing.
It accommodates the use of laser power modulation technology, which allows for better thermal control.
Learn More About Laser Cladding From Titanova
Want to learn more about the laser cladding process? Ask the experts at Titanova! We have extensive experience providing laser processing solutions, including laser cladding, to customers across a wide range of industries. Our team can answer any questions and address any concerns you may have about the process.
Do you require a laser cladding partner for your next project? We are here to help! Equipped with customized diode lasers, we can create the thinnest and purest weld overlay possible. Check out our laser cladding service page to learn more about our capabilities.
Posted by John Haake on | Comments Off on Hardfacing Methods
Hardfacing delivers a wear-resistant and hard coating of material on the surface of a worn component or a new component that will be subject to wear. There are various methods that can be used to apply the hardfacing layer. Common methods include:
Arc Welding
Oxygen-Acetylene
Thermal Spraying
Diode Laser Hardfacing
The different hardfacing techniques provide different results to suit a range of applications. This blog will describe the various hardfacing methods to help you determine the ideal method for your application or industry.
Laser WC Hardfacing Mixing Plow
Types of Hardfacing Methods
There are various methods for hardfacing, which include:
Diode Laser Hardfacing
Diode laser hardfacing can increase lifespan and reduce wear of material handling components. The coating is extremely wear-resistant, relying on a laser to weld a thin metal layer embedded with super hard particles. Diode laser hardfacing produces a thin, smooth, and uniform coating. It provides a hard particle density of up to 75% and prevents burning carbides with low heat application.
Submerged Arc Welding (SAW)
SAW relies on flux to unite slag and protective gases into the weld pool. When welding, an arc forms between the flux and the workpiece surface through a continuously fed wire electrode. SAW provides excellent deposition rates, deep penetrating welds, and versatility to perform indoors and outdoors. The leftover flux can also be recycled using a flux recovery system.
Flux Cored Arc Welding (FCAW)
FCAW uses a continuously fed tubular flux-filled electrode and requires constant voltage. It is not ideal for all metals but provides excellent penetration and a high deposition rate. FCAW is suitable for any welding position and allows for manual, automatic, and semi-automatic operations. It is ideal for construction applications due to its mobility and speed.
Shielded Metal Arc Welding (SMAW)
This manual arc welding process relies on a covered flux consumable metal electrode that shields the weld pool. It forms an arc between the electrode and the metal substrate using an electric current. When laying the weld, the flux coating disintegrates and creates a layer of slag and shielding gas to protect the weld while cooling. SMAW has lower deposition rates than other welding techniques but works with a range of metals and alloys. It also allows for diesel or gas power, making it highly portable and suitable for remote regions.
Gas Metal Arc Welding (GMAW)
GMAW or MIG welding relies on a welding gun with a consumable wire electrode and a shielding gas. The process is automatic or semi-automatic and typically uses a constant voltage. While it is unusable for overhead and vertical welds, it requires little cleaning post-weld thanks to its low slag generation and provides high deposition rates with low consumable costs.
Gas Tungsten Arc Welding (GTAW)
GTAW or TIG welding creates an arc between the workpiece and a non-consumable electrode, and an inert gas barrier is formed to protect the welding pool. It has lower deposition rates than other methods but leaves a clean finish without producing slag. GTAW also offers a high range of flexibility, allowing welding to be manually or automatically performed in any position and with a wide range of metals.
Thermal Spraying
Thermal spraying is a hardcoating method that sprays heated or melted materials onto a surface. It relies on chemical or electrical heating to spread a coating up to several millimeters thick over a large area with a higher deposition rate than other methods. Thermal spraying works with various material surfaces and does not heat the surface significantly, making it suitable for coating flammable materials.
Oxygen-Acetylene
Oxygen-acetylene hardfacing is a relatively simple method for those familiar with welding. It is not ideal for coating large components, but it provides low weld deposit dilution and provides enhanced control of the deposit shape. Oxygen-acetylene also delivers lower thermal shock with a slower heating and cooling process.
Metal Compatibility With Hardfacing
Various metals are compatible with hardfacing. The primary requirement for a prospective material to be compatible with hardfacing is a carbon content lower than 1%. Low-alloy steels and carbon steels are typically compatible, but high-carbon alloys may require a special buffer layer.
The following metals offer compatibility with hardfacing:
Nickel-Based Alloys
Cast Iron and Steel
Stainless Steel
Copper-Based Alloys
Manganese Steel
Partner With Titanova for Your Laser Hardfacing Needs
Industrial hardfacing can be applied to various materials using diode lasers, thermal spray, and several welding methods. Each method provides unique benefits and can reliably apply a hardfacing coating on a range of metals. Learn more about Titanova’s laser hardfacing capabilities and contact us to speak with a representative today.
Posted by John Haake on | Comments Off on An Introduction to Laser Welding for Dissimilar Metals
Many industries and applications require dissimilar materials to be joined for chemical, structural, and economic reasons. Combining dissimilar metals in a Weldment or for a weld overlay allow the use of the best properties of each metal. All industries benefit for this and is a primary importance when the overlay [cladding] is used in industrial process involving high temperatures and pressure, thermal cycling, and dynamic corrosive environments.
Before any welding operation can begin, the welder must identify the unique characteristics of each material (Chemistry, melting point, thermal expansion, etc.) and choose the welding method that suits them. When welding different metals together, this typically requires expert knowledge and skills. The right welding method wielded by an experienced welding provider can make it possible to join even the most difficult-to-weld materials.
What Is Dissimilar Metal Welding?
Dissimilar welding refers to welding processes that join different metal alloys. This short article will briefly compare fusion arc welding with laser cladding or laser weld overlay welding.
Can Dissimilar Metals Be Welded?
It is possible to weld dissimilar metals. However, there are many factors that must be considered to ensure the formation of a joint with adequate strength for the intended application. For these reasons, it is essential to partner with a laser welding provider that has experience welding dissimilar metals so you can know you can trust them to address all of the factors appropriately.
Key Factors for Dissimilar Metal Welding Operations
Some of the key factors to keep in mind for dissimilar metal welding operations include:
Dilution and Alloying: During welding of dissimilar metals, the metals will have to have a solid solution in which the mixture will produce stable metallurgical phases. These can be 1 or more phases. The phase is determined by the amount of dilution.
Weldability level: When dissimilar metals are joined, excess dilution can lead to a high risk of Hot cracking also know as solidification cracking. Weldability measures the capacity of one metal to be joined to another without such cracking.
Electrochemical characteristics: During dissimilar metal welding operations, there is a risk of corrosion developing at the part of the joint where the metals transition from one to the other (i.e., the intermetallic zone) or the overlay surface itself. If the metals have significantly different electrochemical properties due to dilution, the corrosion risk is high.
Melting point: Different metals may melt at different temperatures. So welders need to use a welding process [Pre Heating] that quickly brings all metals to their melting points or a welding process that doesn’t require any of them to melt.
Coefficient of thermal expansion: Metals Expand upon heating and therefore change their shape and size when they are heated. If two metals being welded change shape at different rates or to different degrees, it can strain the weld as it sets resulting in thermal cracking.
Heat affected Zone: heat affected zones immediately next to the weld can have significantly different physical properties than the original base metal. For high carbon or cast iron this primarily higher hardness. This can lead to reduced toughness and brittle fracture.
Arc Versus Laser Welding to Join Dissimilar Metals
Millions of man hours and years of research have been dedicated in developing weld procedures for fusion ARC welding corrosion resistance alloy and then joining together these dissimilar components to prevent degradation of strength, toughness, and corrosion resistance.
This traditional welding method most used for joining dissimilar metals is fusion ARC welding. It encompasses traditional welding processes, such as tungsten inert gas (TIG) welding (i.e., gas tungsten arc welding or GTAW) and metal inert gas (MIG) welding (i.e., gas metal arc welding or GMAW).
For laser cladding or laser weld overlay, the physical attributes of lasers, when used as welding heat source, are such that the negative effects of the key factors described above are significantly reduced in their influence. These factors are the primary driver for developing the welding essential variables for a welding procedure qualification. The essential welding process variables are significantly reduced in number and in some cases eliminated entirely.
The laser Cladding of dissimilar materials benefits are:
Laser weld overlay is not as sensitive to different melt temperatures.
Very low dilution
Allows for much thinner clads.
Reduces sensitivity to thermal expansion issues.
Allows for control of detrimental metallurgical phases.
Reduces or eliminates of solidification cracking [Hot cracking]
high corrosion resistance can be achieved in a single thin layer.
Elimination of multiple layer requirement to attain necessary chemistry.
Less pre-Machining
Small heat affected zone = less distortion
Allows overlay onto high hardenability materials without preheat.
preheat requirements significantly reduced are eliminated.
Laser can overlay ductile cast iron without significant preheat.
Post weld heat treatment significantly reduce are eliminated.
Laser as the heat source is the ultimate tool for welding/cladding dissimilar materials.
What Metals Cannot Be Welded?
Material compatibility and incompatibility depend on the welding method used. For example, the fusion welding method cannot be used for the following metal combinations:
Aluminum and carbon steel
Aluminum and copper
Aluminum and stainless steel
Titanium and steel
In these cases, the alternative method to fusion joining is non-fusion welding. It encompasses processes such as diffusion bonding, explosion welding, ultrasonic, and friction welding. They are suitable for joining the above metal combinations and other insoluble metals.
Learn More About Laser Welding for Dissimilar Metals From Titanova
Want additional information on laser welding for dissimilar metals? Ask the experts at Titanova! Equipped with extensive experience providing laser processing solutions, including laser welding and cladding, to customers across a wide range of industries, we can answer or address any questions or concerns you may have about the process.
Does your next project involve laser welding or cladding? Partner with us today! We also provide autogenous laser welding capabilities for a variety of metal parts and products. Visit our laser welding page to find out more about our service offerings.