What Is Laser Welding?
To understand laser welding we must step back and generally describe what welding is. Welding is joining similar materials of different shapes and similar melt temperatures. These materials are typically the same material. The welding process concentrates heat at the interface to melt the edges and upon solidification creates a structurally sound joint thus creating a new shape. These materials can be any material from plastics to metals. Welding is distinct from other joining methods that use lower melt temperature material added to the joints of high melt temperature shapes such as soldering and brazing. Welding is a relatively recent human invention that started at the beginning of the 20th century with the invention and access to refined fuels, pressurized gases, and electricity.
LASER (Light Amplification by Stimulated Emission of Radiation) welding is a manufacturing process that utilizes a concentrated beam of photons (light) to join metal or thermoplastic materials (laser plastic welding). Because laser energy is pure energy (photons) that can be focused, it is much better in concentrating heat at the weld joint. This concentration of light allows for a highly efficient process. The efficiency comes from the fact that less heat (energy) is needed to make the weld.
It can be used to form welds on thin materials at high speeds as well as narrow and deep butt welds between square-edged components on thick materials. In both cases, it is highly efficient, requiring only a portion of the heat needed as compared to more traditional welding methods.
Lasers have been around since the 1960s and industry has been using laser in production for welding since the 1970s however these lasers were vacuum tube-based giants that required huge amounts of electrical power. With the advent of super-efficient and small semiconductor lasers in the 1980s the ability to produce and control laser light was the revolutionary equivalent of transitioning from vacuum tubes to transistors. At end of the 20th century the founder of Titanova, John Haake, previously co-founded Nuvonyx, Inc, which was the first company in the USA to sell multi-kilowatt industrial semiconductor (ISL) lasers. These lasers are better known as diode lasers. These diode lasers produce a wavelength of light which are absorbed much more efficiently in all metals to produce heat to weld. This along with the diode system efficiency generates a 50X to 100X improvement in overall weld efficiency. This along with the inherent ability to precisely control the laser energy, both spatially and temporally, has led to a revolution in laser welding technology. These inherent qualities make lasers the go to technology for the manufacturing of a variety of parts and products.
How Does Laser Welding Work?
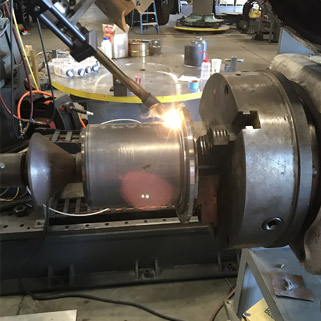 Diode lasers produce concentrated light that is directed through lenses, mirrors, and fiber optics. This light is transmitted thru welding optics to the weld joint. The light is absorbed by the workpiece material and in this case metal. The metal instantaneously heats up and the intensity (Watts over a surface area – W/Cm2) of the light determines if the metal melts. The size, shape, scan speed, or the laser energy density all are essential variables is determining the weld puddle size and depth. As with all welding processes the material properties, cleanliness, inert cover gas, weld position, etc., are all factors determining the quality of the weld. Because of rapid heating and high speeds, all laser welding is fully automated and typically robotically implemented.
Diode lasers produce concentrated light that is directed through lenses, mirrors, and fiber optics. This light is transmitted thru welding optics to the weld joint. The light is absorbed by the workpiece material and in this case metal. The metal instantaneously heats up and the intensity (Watts over a surface area – W/Cm2) of the light determines if the metal melts. The size, shape, scan speed, or the laser energy density all are essential variables is determining the weld puddle size and depth. As with all welding processes the material properties, cleanliness, inert cover gas, weld position, etc., are all factors determining the quality of the weld. Because of rapid heating and high speeds, all laser welding is fully automated and typically robotically implemented.
There are a large variety of laser welding processes. They can be separated into two primary classes: autogenous and non-autogenous. In autogenous welding, all molten material originates or is derived from workpiece i.e., no filler material. Non-autogenous is where a filler metal is introduced simultaneously into the laser beam. This filler material can come in a variety of forms but in general it is either wire or powder. There is a further differentiation of the autogenous laser welding and that is conduction mode and keyhole mode laser welding. There are many process conditions that will determine if one is in conduction mode or keyhole mode, but the main attribute is laser intensity (W/cm2).
Types of Autogenous Laser Welding
There are two main types of autogenous laser welding: conduction mode and keyhole welding. They are differentiated based on the laser power density/intensity at a given scan speed across the workpiece.
Heat Conduction Welding
Heat conduction welding is typically used for operations where the power density is less than 100,000 W/cm2. It utilizes low-power densities laser beam sizes which are intense enough to heat metals to above their melting points but not to their boiling point. This boiling or vaporization of the metal is the cause of a keyhole.
As the laser beams are absorbed at the surface of the workpiece rather than penetrating it, the welds formed generally have a high width-to-depth ratio. While the welds are smooth and aesthetic, they are easier to achieve with poor fit up weld joints. The gap to thickness requirement are typically 3X to 5X more forgiving than keyhole welding but not as forgiving a traditional welding process. Thus, conduction mode laser welding is the process of choice for welding thin gauge materials.
Keyhole Welding
Keyhole welding is used for operations requiring deep weld penetrations at the lowest possible heat. The power densities are between >106–107 W/cm2, which translates to spot sizes of less than 0.010” (250 microns) in diameter. At this point, the highly focused laser beam melts and vaporizes the material in the targeted area. It penetrates the workpiece, forming a cavity known as a keyhole. The keyhole is caused by with the recoil forces from the vaporization of the metal. As the laser beam welds the joint surface tension, the molten material at the leading edge of the keyhole flows to the back, where it closes the hole cools and solidifies to form the weld.
The welds formed have a high depth-to-width ratio. This quality and the small size of the laser beam subsequently requires much tighter fit ups. The gap to material thickness requirement typically required press fit parts, and very precise mechanical control.
Advantages of Laser Welding

Laser welding has a variety of unique advantages over traditional welding processes, such as:
- Higher accuracy and precision. Laser welding offers a high degree of accuracy and precision. These qualities make it possible to weld even the smallest parts together without causing damage or excessive thermal distortion to them.
- Better consistency. Laser welding allows for the creation of consistent and repeatable welds, which helps improve manufacturing efficiency by reducing scrap rates.
- Lower risk of distortion. Laser welding technology is a contact-free joining process that uses low levels of heat, which minimizes the potential for thermal and mechanical distortion.
- Greater weld speeds. Laser welding is a much faster process enabling greater production throughput.
- Broader welding capabilities. The laser welding process can accommodate multiple weld joint configuration. From autogenous to non-autogenous. From thin to thick gauge materials. It also can accommodate dissimilar welding materials, galvanized metals, and even magnetized materials.
Laser Welding vs. Traditional Welding
Welding is an umbrella term for the fabrication processes that utilize heat to join two or more separate components together. It encompasses a variety of processing, including traditional welding methods (e.g., TIG welding, MIG welding, and spot welding) and newer welding methods (e.g., laser welding.)
While the popularity of newer welding methods is spreading, traditional welding methods still remain in use. Each variation offers unique advantages and disadvantages that make them suitable for different manufacturing operations. For example:
- Traditional welding methods, such as tungsten inert gas (TIG), metal inert gas (MIG), and spot welding, have long been used by the manufacturing community. As a result, they are well understood. Additionally, they accommodate less precise and accurate workpieces, come with lower initial investment costs, and readily support both manual and automated operations.
- Newer welding methods, such as laser welding, benefit from recent technological advancements. Laser welding allows for a smaller heat affected zone (HAZ), lower risk of macro deflections and distortions, faster processing times, and greater suitability for thin metals.
For more information on the differences between traditional welding and laser welding, check out this blog, “Traditional Welding vs. Laser Welding.”
Laser Welding Services at Titanova
At Titanova, we provide a broad selection of non-cutting laser services to customers in a wide range of commercial industries. One of our core service offerings is laser welding. We offer primarily conduction-mode autogenous welding, but we do provide wire feed non-autogenous welding.
Contact the Experts at Titanova for Your Laser Welding Needs
While traditional welding processes are still common in the manufacturing industry, manufacturing professionals are increasingly incorporating laser welding into their daily operations. The process’s superior accuracy, precision, versatility, and efficiency, making it ideal for the manufacture of many parts and products. That’s why the experts at Titanova use it!
For more information on our laser welding capabilities, check out our service page or contact us today.
Comments are closed