Posted by John Haake on | Comments Off on An Introduction to Autogenous Welding
Welding is a manufacturing process used to join two or more individual pieces. It can be broadly categorized into two classifications: fusion welding and solid-state welding. Fusion welding encompasses all of the processes that utilize direct heat applied from an external source to fuse or melt contact surfaces of metals to weld them together, while solid-state welding encompasses all of the processes that require external pressure to weld materials together.
Fusion welding processes can be further classified by method. There are three main fusion welding methods: autogenous welding, homogeneous welding, and heterogeneous welding. They differ with regard to the application and nature of filler material (i.e., whether or not filter material is used and, if filler material is used, what it is made from). The following blog post focuses on autogenous welding. It highlights how it compares to the homogeneous welding and heterogeneous welding methods, what types of welding processes use it, and what advantages it offers.
Autogenous vs. Homogeneous vs. Heterogeneous Welding
Autogenous welding is a fusion welding method that does not require the application of filler material to form a weld. Since solid-state welding processes generally do not use filler materials, they may also be classified as autogenous.
In contrast to autogenous welding, both homogeneous welding and heterogeneous welding require the application of filler material to form a weld. Welding operations that use the homogeneous welding method need filler material that has the same composition as the base material, while welding operations that use the heterogeneous welding method need filler material that has a different composition than the base material.
Types of Autogenous Welding Processes
Autogenous welding is a method of performing fusion welding processes rather than a specific fusion welding process. Some of the fusion welding processes that use it include:
Laser beam welding. This welding process uses a concentrated laser beam to melt the material and form the desired weld.
Gas tungsten arc welding. This welding process uses a non-consumable electrode to form an high temperature arc to form the desired weld.
Electron beam welding. This welding process uses a high-energy electron beam to form the desired weld.
Plasma arc welding. This welding process uses an ionized plasma arc to form the desired weld.
Advantages of Autogenous Welding
Click to Expand
Compared to the other two fusion welding methods, autogenous welding offers a number of advantages, such as:
Better looking welds. Autogenous welding processes are less likely to create inconsistent or uneven weld bead patterns.
Lesser post-grinding requirements. Since material is not added during autogenous welding operations, welded components do not have excess material that needs to be removed.
Lower material costs. Since autogenous welding operations do not need filler, they have lower material costs.
Greater suitability for thin materials. Autogenous welding is suitable for welding thin sheets since it makes controlling heat, weld bead profile, and arc start/stop easy.
While the above characteristics make autogenous welding ideal for many applications, the method is not suitable for all welding applications. For example, it is not appropriate for welding projects involving/requiring:
Non-butt joints
High-strength reinforced joints
Plates over 2–3 mm in thickness and requiring full penetration
Edge preparation for filler material
Partner With Titanova for Your Autogenous Welding Needs Today
Need an autogenous welding partner for your next project? Titanova has got you covered! We provide autogenous laser welding capabilities for a variety of metal parts and products. Contact us today to request a quote.
Posted by John Haake on | Comments Off on Guide to Laser Welding
What Is Laser Welding?
To understand laser welding we must step back and generally describe what welding is. Welding is joining similar materials of different shapes and similar melt temperatures. These materials are typically the same material. The welding process concentrates heat at the interface to melt the edges and upon solidification creates a structurally sound joint thus creating a new shape. These materials can be any material from plastics to metals. Welding is distinct from other joining methods that use lower melt temperature material added to the joints of high melt temperature shapes such as soldering and brazing. Welding is a relatively recent human invention that started at the beginning of the 20th century with the invention and access to refined fuels, pressurized gases, and electricity.
LASER (Light Amplification by Stimulated Emission of Radiation) welding is a manufacturing process that utilizes a concentrated beam of photons (light) to join metal or thermoplastic materials (laser plastic welding). Because laser energy is pure energy (photons) that can be focused, it is much better in concentrating heat at the weld joint. This concentration of light allows for a highly efficient process. The efficiency comes from the fact that less heat (energy) is needed to make the weld.
It can be used to form welds on thin materials at high speeds as well as narrow and deep butt welds between square-edged components on thick materials. In both cases, it is highly efficient, requiring only a portion of the heat needed as compared to more traditional welding methods.
Lasers have been around since the 1960s and industry has been using laser in production for welding since the 1970s however these lasers were vacuum tube-based giants that required huge amounts of electrical power. With the advent of super-efficient and small semiconductor lasers in the 1980s the ability to produce and control laser light was the revolutionary equivalent of transitioning from vacuum tubes to transistors. At end of the 20th century the founder of Titanova, John Haake, previously co-founded Nuvonyx, Inc, which was the first company in the USA to sell multi-kilowatt industrial semiconductor (ISL) lasers. These lasers are better known as diode lasers. These diode lasers produce a wavelength of light which are absorbed much more efficiently in all metals to produce heat to weld. This along with the diode system efficiency generates a 50X to 100X improvement in overall weld efficiency. This along with the inherent ability to precisely control the laser energy, both spatially and temporally, has led to a revolution in laser welding technology. These inherent qualities make lasers the go to technology for the manufacturing of a variety of parts and products.
How Does Laser Welding Work?
Diode lasers produce concentrated light that is directed through lenses, mirrors, and fiber optics. This light is transmitted thru welding optics to the weld joint. The light is absorbed by the workpiece material and in this case metal. The metal instantaneously heats up and the intensity (Watts over a surface area – W/Cm2) of the light determines if the metal melts. The size, shape, scan speed, or the laser energy density all are essential variables is determining the weld puddle size and depth. As with all welding processes the material properties, cleanliness, inert cover gas, weld position, etc., are all factors determining the quality of the weld. Because of rapid heating and high speeds, all laser welding is fully automated and typically robotically implemented.
There are a large variety of laser welding processes. They can be separated into two primary classes: autogenous and non-autogenous. In autogenous welding, all molten material originates or is derived from workpiece i.e., no filler material. Non-autogenous is where a filler metal is introduced simultaneously into the laser beam. This filler material can come in a variety of forms but in general it is either wire or powder. There is a further differentiation of the autogenous laser welding and that is conduction mode and keyhole mode laser welding. There are many process conditions that will determine if one is in conduction mode or keyhole mode, but the main attribute is laser intensity (W/cm2).
Types of Autogenous Laser Welding
There are two main types of autogenous laser welding: conduction mode and keyhole welding. They are differentiated based on the laser power density/intensity at a given scan speed across the workpiece.
Heat Conduction Welding
Heat conduction welding is typically used for operations where the power density is less than 100,000 W/cm2. It utilizes low-power densities laser beam sizes which are intense enough to heat metals to above their melting points but not to their boiling point. This boiling or vaporization of the metal is the cause of a keyhole.
As the laser beams are absorbed at the surface of the workpiece rather than penetrating it, the welds formed generally have a high width-to-depth ratio. While the welds are smooth and aesthetic, they are easier to achieve with poor fit up weld joints. The gap to thickness requirement are typically 3X to 5X more forgiving than keyhole welding but not as forgiving a traditional welding process. Thus, conduction mode laser welding is the process of choice for welding thin gauge materials.
Keyhole Welding
Keyhole welding is used for operations requiring deep weld penetrations at the lowest possible heat. The power densities are between >106–107 W/cm2, which translates to spot sizes of less than 0.010” (250 microns) in diameter. At this point, the highly focused laser beam melts and vaporizes the material in the targeted area. It penetrates the workpiece, forming a cavity known as a keyhole. The keyhole is caused by with the recoil forces from the vaporization of the metal. As the laser beam welds the joint surface tension, the molten material at the leading edge of the keyhole flows to the back, where it closes the hole cools and solidifies to form the weld.
The welds formed have a high depth-to-width ratio. This quality and the small size of the laser beam subsequently requires much tighter fit ups. The gap to material thickness requirement typically required press fit parts, and very precise mechanical control.
Laser welding has a variety of unique advantages over traditional welding processes, such as:
Higher accuracy and precision. Laser welding offers a high degree of accuracy and precision. These qualities make it possible to weld even the smallest parts together without causing damage or excessive thermal distortion to them.
Better consistency. Laser welding allows for the creation of consistent and repeatable welds, which helps improve manufacturing efficiency by reducing scrap rates.
Lower risk of distortion. Laser welding technology is a contact-free joining process that uses low levels of heat, which minimizes the potential for thermal and mechanical distortion.
Greater weld speeds. Laser welding is a much faster process enabling greater production throughput.
Broader welding capabilities. The laser welding process can accommodate multiple weld joint configuration. From autogenous to non-autogenous. From thin to thick gauge materials. It also can accommodate dissimilar welding materials, galvanized metals, and even magnetized materials.
Laser Welding vs. Traditional Welding
Welding is an umbrella term for the fabrication processes that utilize heat to join two or more separate components together. It encompasses a variety of processing, including traditional welding methods (e.g., TIG welding, MIG welding, and spot welding) and newer welding methods (e.g., laser welding.)
While the popularity of newer welding methods is spreading, traditional welding methods still remain in use. Each variation offers unique advantages and disadvantages that make them suitable for different manufacturing operations. For example:
Traditional welding methods, such as tungsten inert gas (TIG), metal inert gas (MIG), and spot welding, have long been used by the manufacturing community. As a result, they are well understood. Additionally, they accommodate less precise and accurate workpieces, come with lower initial investment costs, and readily support both manual and automated operations.
Newer welding methods, such as laser welding, benefit from recent technological advancements. Laser welding allows for a smaller heat affected zone (HAZ), lower risk of macro deflections and distortions, faster processing times, and greater suitability for thin metals.
For more information on the differences between traditional welding and laser welding, check out this blog, “Traditional Welding vs. Laser Welding.”
Laser Welding Services at Titanova
At Titanova, we provide a broad selection of non-cutting laser services to customers in a wide range of commercial industries. One of our core service offerings is laser welding. We offer primarily conduction-mode autogenous welding, but we do provide wire feed non-autogenous welding.
Contact the Experts at Titanova for Your Laser Welding Needs
While traditional welding processes are still common in the manufacturing industry, manufacturing professionals are increasingly incorporating laser welding into their daily operations. The process’s superior accuracy, precision, versatility, and efficiency, making it ideal for the manufacture of many parts and products. That’s why the experts at Titanova use it!
For more information on our laser welding capabilities, check out our service page or contact us today.
Posted by John Haake on | Comments Off on What Metals Can You Braze?
Brazing is used to join metal parts and can be applied to a wide array of materials, like brass, copper, stainless steel, aluminum, zinc-coated steel, and ceramics. Laser brazing offers some distinct advantages in applications that require the joining of non-similar metals.
Brazing is a process by which non-ferrous filler metals or braze alloys are melted between two or more close-fitting base metal parts to form a joint. The technique involves heating components above the braze alloy melt temperatures and below the melting temperature of the base metal, allowing capillary action to distribute the molten filler throughout the joint between the two pieces to be brazed. As the braze alloy cools, a strong joint or seal forms.
Laser brazing replaces the use of an oxy-acetylene flame, the most common heat source in other brazing techniques, with a laser to allow for more localized heat application.
What Metals Can Be Brazed?
Laser brazing is compatible with a variety of metals, including:
Brass
Copper
Stainless steel
Aluminum
Zinc-coated steels
It is also effective in joining mixed materials like tungsten carbide or silicon nitride—a highly durable ceramic—to itself or metal parts.
Many HVAC and A/C units are made of aluminum components because of the metal’s high strength, light weight, and resistance to rust. Brazing is commonly used in these applications to provide reliable, leak-proof connections. However, aluminum is notoriously challenging to work with as a result of its low melting temperature and its reliance on selecting the appropriate alloy and flux for the specific application. In these instances, laser brazing offers an advantage over traditional brazing because in some cases, it can be used without flux, and its more precise approach to the heating process allows for filler material to be targeted while maintaining the integrity of the aluminum base.
Filler materials in laser brazing are often made of aluminum bronzes, a corrosion-resistant, copper-based alloy noted for its strength.
Brazing is regularly used in place of welding in applications that require the joining of non-similar metals when differences like melting temperature or appreciable solubility make them incompatible without the use of an interface layer.
Two key advantages of using laser brazing for mixed metal applications include:
Lower Temperatures
Laser brazing works to localize heat dispersion by using independent beams to heat both the filler material and base metals more precisely, helping to reduce part distortion as compared to the traditional torch, furnace, and arc brazing techniques. This targeted heating allows for greater energy efficiency and improves processing times.
Reduced Costs
Laser brazing does not require unique coils or parts for different applications, omits the need for flux, improves energy efficiency, and increases the processing rate due to reduced cool-down times after brazing. Additionally, the process can be automated to improve part quality. These reductions in manufacturing materials help lower total production costs.
Brazing is an invaluable alternative to welding when it comes to joining metals whose metallurgy does not align. More specifically, laser brazing provides a host of benefits that lead to greater efficiency and lower production costs in mixed metal applications.
Posted by John Haake on | Comments Off on What’s the Difference Between Hardfacing and Cladding?
“Hardfacing” and “cladding” are two terms that are often used synonymously, not realizing they are distinctly different applications. If so, you are in good company, as it is a common misconception. Hardfacing is a welding process that applies a high-wear surface to add protection and extend the life of the object. The material welded typically contains carbides and, in most cases, this is tungsten carbide [WC]. Cladding, however, will typically use overlay material that is similar to the base material but in many cases uses a different material to give a beneficial property to just that portion of the component, such a high hardness, corrosion resistance, or just to meet a refurbishing function. As with cladding, laser hardfacing cannot be machined and must be ground.
Though hardfacing and cladding are surface overlay processes that are different only in material characteristics that meet different requirements, they both can be achieved using similar processes:
Lasers
Thermal spray
Flux-cored arc welding or FCAW
Plasma Transfer Arc [PTA] welding
The choice between hardfacing and cladding comes down to the characteristics you want to impart, the materials involved, and an understanding of the environment that the surface is subjected too. In hardfacing, the heavy, wear-resistant carbide/metal deposit can be applied by laser, thermal spraying, spray-fuse, or welding. Thermal spraying is best for items sensitive to heat distortion, as opposed to spray-fuse that requires flame spraying and fusion with a torch. Thermal spray is not a welding process; therefore, bond strength is very low as compared to a welded or brazed overlay. Traditional weld hardfacing can be used to apply a very thick layer (up to 10’s of mm) of wear-resistant material. Laser hardfacing has benefits over the other processes primarily because it is a welding process that has lower heat, lower dilution, and less dissolution of the carbide. This all enables the ability to achieve very thin hardfacing overlays.
Cladding is a weld overlay process yielding an entirely new surface that can be used with a large variety of overlay materials in different forms such as powder, wire, or cored wire. Again, traditional overlay processes can be used as listed above. Just like laser hardfacing, laser cladding has benefits over the other processes primarily because it is a welding process that has lower heat and lower dilution. This all enables the ability to achieve very thin clad overlays.
Laser hardfacing and cladding are used in almost every industry market with applications such as:
Oil and gas
Automotive
Construction equipment
Agriculture
Mining
Military
Energy generation
Repair and refurbishment of tools, turbine blades, and engines
Laser hardfacing and laser cladding both provide the advantages of little thermal distortion, high-productivity, and cost effectiveness.
Use of Lasers in Hardfacing and Cladding Processes
Using lasers as a heat source in hardfacing and cladding provides precision and the lowest amount of chemical dilution to weld two materials. It offers a cost-effective way to use less expensive substrate materials by applying a weld overlay, which provides the corrosion, oxidation, wear, and temperature resistance. The high production rate with which products can be completed combined with material cost advantages make laser cladding and hardfacing a popular choice for many industries.
Cutting-Edge Technology and Industry-Leading Quality
Since 2008, Titanova has been offering full-service laser material processing capabilities, including laser welding, laser cladding, and laser hardfacing, performed in our ISO 9001:2015 certified laser job shop. We are proud to serve a wide variety of industries, from aerospace, nuclear energy, and chemical processing to food processing, steel manufacturing, and transportation. Our experience and expertise in metallurgy, laser processing, and quality assurance provide innovative, cost-effective, and rapid solutions for our customers.
When you need precision laser materials processing with the highest standards in quality for your hardfacing and cladding projects, Titanova is here to help. For more information on our capabilities, or to submit a request for quote, contact us today.
Laser hardening—also referred to as laser case hardening—is a heat treating process used to improve the strength and durability of component surfaces. It employs the use of high-powered diode lasers that apply energy to heat localized areas of the component surface. As the lasers move across the surface it instantaneously heats the surface and a desired case above the austenizing temperature as the laser passed over this volume of metal it self-quenches (i.e., cools) rapidly through conduction, resulting in the formation of a martensitic structure and, consequently, the hardening of the material.
Compared to traditional hardening methods, laser hardening offers a number of advantages, such as a lower risk of warping and cracking, greater precision and accuracy, and broader material suitability. These characteristics make it suitable for processing a variety of parts and products.
The following article provides an overview of the laser hardening process, including what it entails, key advantages, typical applications, and the laser heat treating capabilities available at Titanova.
While laser hardening operations may vary slightly from project to project depending on the part and production specifications, all of them follow the same basic steps.
Positioning the workpiece beneath the diode laser. The laser hardening process is suitable for nearly any steel or cast iron that contains carbon. The workpiece can range from simple to highly complex.
Activating the laser. Once the workpiece is in the correct position, a preprogrammed robot program activates the laser, which heats the localized area’s surface to just below its melting point (typically between 900 and 1400° C). In response to the heat, the lattice of carbon atoms rearranges itself. This process is known as austenitization.
Moving the laser across the component surface. The area under the laser beam instantaneously reaches the desired temperature, the laser beam is programmed to move across the surface of the workpiece along a preprogrammed path. The laser energy per unit area which is determined by the laser power and surface speed determines the hardened case depth. Once the laser moves over an area, the area rapidly conductively quenches. The rapid quench prevents the carbon atoms from returning to their original lattice formation and producing a harder crystalline structure known as martensite. It is this structure that hardened case.
The effects of the laser hardening process can extend between 0.1 to 2 millimeters into the workpiece, depending on the material and laser process parameters. Additionally, it can be used across the entire surface of a component or only on certain sections (selective hardening), depending on the design and function of the end product.
Is Quenching Needed for Laser Hardened Materials?
During laser hardening operations, there is no need for a separate quenching stage after the application of heat to the workpiece. While conventionally heated workpieces must be dipped into a liquid to quench harden the material, the workpieces that are laser hardened are conduction mode self-quenched—i.e., cooled without additional cooling fluids and processes.
Advantages of the Laser Hardening Process
In comparison to other hardening processes, laser hardening offers several advantages, including:
Smaller risk of distortion: In conventional hardening operations, the combination of heating the entire workpiece or a greater volume of the workpiece and subsequent liquid quenching operations results in a high risk of distortion and cracking in the processed workpieces. Laser hardening has precise energy input and eliminates the need for liquid quenching. The result is much less distortion.
Better compatibility with small components: Diode lasers enable the precise control of the surface temperature and the location of the laser beam. This ability enables the process engineer to predictably manage the heat input, which is critical for repeatable production hardening operations.
Greater precision: In laser hardening operations, the laser technology allows operators to control the temperature and movement of the beam with a high degree of precision. This ability enables them to manage the heat input carefully, which is critical for repeatable production hardening operations.
Lower processing costs:Compared to other case hardening processes such as flame and induction hardening, laser hardening is a non-contact process that can produce a required case depth and not more. This along with not requiring liquid quenching leads to lower distortions subsequently eliminating the need for expensive post hard milling and grinding.
Broader suitability for part geometries: Some hardening methods—such as flame hardening and induction hardening—have difficulty processing workpieces with complex geometries. The noncontact laser hardening method can selectively case harden workpiece surfaces regardless of their geometry.
Applications of the Laser Hardening Process
Laser hardening is highly versatile, offering a smaller risk of distortion, faster processing speeds, and lower processing costs for a wide range of metal components. These qualities make it suitable for the treatment of many different industrial and commercial components, including for the following industries:
Aerospace
Agriculture
Automotive
Chemical processing
Coal
Construction
Energy and recovery
Food processing
Heavy equipment
Marine
Mining
Nuclear energy
Oil recovery and refining
Pulp and paper
Remanufacturing
Steel manufacturing
Transportation
As the laser hardening process affects only the top layers of a workpiece, it is considered a surface hardening treatment. It is used to improve the surface durability of a variety of metal components, including those exposed to cyclical, mechanical, and wear (e.g., mining bits and pistons). Other examples of typical laser hardened parts include tools and tooling, gearwheels, sprockets wheels, and camshafts.
Contact the Experts at Titanova for Your Laser Hardening Needs
Titanova is a full-service provider of laser material processing services that performs a broad selection of non-cutting laser services for customers across a wide range of commercial industries. One of our core service offerings is laser hardening.
The laser hardening process is an effective and efficient method of improving the surface durability of metal components. Its higher precision and lower risk of distortion make it ideal for hardening surfaces on highly complex and extremely small or delicate parts. If you’re looking for an experienced and knowledgeable laser hardening partner, the experts at Titanova are here to help.
At Titanova, we are a full-service, ISO 9001:2015-certified laser workshop. We offer a wide range of non-cutting laser services, including, but not limited to, laser heat treating. This capability allows us to produce components that stand up to repeated mechanical and chemical stresses, such as:
Regardless of your non-cutting laser processing needs, our extensive industry experience and uncompromising quality standards ensure we can meet or exceed your requirements. To learn more about our laser hardening and other capabilities or work with us on your next project, contact our team today.
Posted by John Haake on | Comments Off on Traditional Welding vs. Laser Welding
Welding is a fabrication process that employs heat to join two or more separate pieces. Currently, industry professionals utilize both traditional arc-based welding, spot welding, and laser welding methods for their operations. Both process variations offer unique characteristics that make them suitable for different cases. For example, traditional welding accommodates less precise workpiece fit-up, while laser welding offers greater processing speeds and lower risk of thermal distortion.
The following article summarizes the difference between traditional welding and laser welding services, including outlining their process, key advantages, and typical applications.
There are several traditional welding methods still in use today, including:
Tungsten inert gas (TIG) welding. This arc welding method employs the use of a non-consumable tungsten electrode to heat the workpiece and melt the filler (if present) to produce the weld.
Metal inert gas (MIG) welding. This arc welding method uses a consumable wire component—serving as both the electrode and the filler material—to produce the weld.
Spot-welding. This welding method utilizes a pair of electrodes to clamp workpieces together and pass an electric current between them to create the weld.
The Laser Conduction Mode Welding Process
Laser conduction mode welding is an advanced metal joining technique that uses a focused laser beam of an engineered spot size. During welding operations, the laser melt localizes areas of the workpiece and, if present, the filler material to form precise welds. Titanova offers both autogenous (without filler material) and non-autogenous options using either hot wire laser welding or cold wire laser welding. Depending on the geometry of the part, the joint, and the overall structural requirements, lasers can be used to replace traditional welding process.
Laser welding offers several advantages over traditional welding methods. However, traditional welding processes remain an enduring fabrication solution for numerous industries for the following reasons:
They are understood by the manufacturing community due to legacy operations.
They accommodate less precise and accurate workpiece fit-up.
They are easier to automate.
They come with lower initial investment costs.
They can be manually implemented.
Advantages of Laser Welding
Compared to traditional welding methods, laser welding has the following advantages:
Less heat. In laser welding operations, the heat affected zone (HAZ) is much smaller and the total heat input is much lower than traditional welding operations.
Lower risk of macro deflections and distortions. The above qualities also translate to a lower distortion stemming from thermal input. Less heat means less thermal stress, resulting in less damage to the workpiece.
Faster processing times. Despite its higher initial tooling investment, laser welding can often prove more cost-effective than traditional welding due to its faster processing speed. Faster production speeds also mean greater production capacities, resulting in quicker turnaround.
Greater suitability for thin metals. Due to its tailorable spot size, laser welding is an excellent joining method for thin or delicate metal parts. The spot size can be specifically designed to only melt the proper amount of metal to achieve the weld, thus minimizing the occurrence of heat-induced internal stresses, distortions, and defects.
Applications of Laser Welding
The better precision, control, and efficiency afforded by the laser welding process make it well-suited for the manufacture of the following:
Hydraulic and fluid control parts
Distortion critical thin shell assemblies
Foils
Fuel rails
Medical instruments
Stainless steel heat exchangers
Thin gauge metal boxes
Thin gauge parts
Thin gauge tubing
Contact the Laser Welding Experts at Titanova Today
Although traditional welding methods have their advantages, laser welding has become a popular option for joining metals due to its accuracy, control, and ability to weld delicate or thin metal parts. If you’re looking for laser welding or other laser material processing services, consider Titanova. We have over 30 years of experience in the area. For information about our laser welding capabilities, visit our laser welding capabilities page or contact us today.
Posted by Anneka Swinson on | Comments Off on Laser Cladding for Remanufacturing
Titanova’s laser cladding is a new weld repair process that can be used to restore critically worn surfaces of metal parts. Typical critical surfaces include the bearing journals, seal surfaces, hydraulic shafts, valve seats/gates, etc. Titanova’s laser cladding remanufacturing technology creates less heat, dilution, and much smoother weld overlays. This is compared to traditional arc welding such as MIG and TIG over-lay processes. This is primarily due to the fact that traditional arc processes are limited to a larger minimum thickness, excessive dilution/heat, and a rougher surface. Additional cost savings are realized by the pre and post machining requirements. They are significantly reduced in many cases requiring only a few thousandths of pre-machining and post machining for clean-up.
Unlike a thermal spray coating, a laser welded clad can resist extreme shear stress. Titanova has the capability to clad thin layers of exotic and harder materials such as inconels, 431 SS and StellitesTM resulting in a part that is better than new. Titanova – combined with years of material expertise allows welding clad repair of a diverse set of base materials. If the parts are cast iron, tool steel, or stainless steel, Titanova has a process that can repair the part.
The potential commercial applications of laser cladding for remanufacturing (a.k.a refurbishing) are found throughout all industries, specifically; energy recovery, food production, agriculture, construction, mining, marine, energy and chemical production, and transportation.
Remanufacturing Money Tree
Titanova’s advanced cladding process is a significantly faster and more cost-effective method to remanufacture metal parts. Remanufacturing places the emphasis of wringing more productivity out of the OEM components.
With laser refurbishing, one can consider components that already have significant amount of residual value in labor, material, energy, overhead, and capital costs. A great example is shown in Figure 1. This is an 8000 LB bull gear in which only a 2 inch long surface of the critical bearing surface needed repair. The turnaround time for this job was 1 day. This demonstrates a huge cost savings in both replacement and delivery time.
Figure 1 – Laser refurbished bearing surface on bull gear
It has been documented that remanufacturing of commercial and military components can recoup 85% to 90% of the energy and materials in the components that are rebuilt, thus significantly reducing the demand for energy and material resources required to sustain a population of components. This remanufacturing opportunity is even more compelling as metal and energy commodity prices hover near record levels. Therefore, laser remanufacturing is a truly Green Technology both from an environmental and financial viewpoint. Even for the Green energy industry, Titanova is playing a major role in laser clad remanufacturing wind turbine shafts as shown in Figure 2.
Figure 2 – Laser refurbishing a 2.3 MW Siemen wind turbine main shaft
Give Titanova the opportunity to grow your MONEY TREE. Contact us today.
Posted by Anneka Swinson on | Comments Off on Tungsten Carbide Laser Hard Facing
Titanova is a premier supplier of Tungsten Carbide [WC] laser hard facing NOW 70% by weight
Titanova is continuing to pursue new hard facing materials and laser hard facing processes to address critical wear problems for our customers. The wear issues specifically addressed here are abrasion and erosive wear from uniform distributed solid particles suspended in a liquid or air stream. Particles that are hydro-transported are suspended in a liquid such as water and are known as slurry. Low stress abrasion is where the solid particles slide over the surface, while impingement abrasion occurs when the slurry is forced to change direction. The solid particles include sand, mud, cement, coal, coal ash, and other hard particles suspended in a liquid or gas stream.
It is well known in the industry that Ceramic Metal Matrix Composites [CMMC] and more specifically Tungsten Carbide MMC [WC-MMC] are one of the current solutions to these wear problems. The WC is incorporated in the softer metal matrix which imparts toughness on the coating. The WC is very hard depending on the type of WC used and this can be between 1100 and 3000 Hv. At this hardness, WC can resist most naturally occurring material such as sand and drilling mud [Bentonite clays] and man-made materials such as coal ash. The primary reason that WC is used in hard facing weld overlay application is that it has a higher density than most metals and it sinks into the molten metal puddle.
The benefits of laser hard facing are that the WC-MMC is not over heated to a point where the WC starts to dissolve in the metal matrix. At the same time, this lower energy leads to much lower dilution, less heat, and thus lower distortion of the work piece. This is the same reason why the WC is more “suspended’ in the final laser hard face since the WC particles do not sink as much. This leads to a tougher coating, since a concentration and dissolution of the WC particles can lead to delamination. The laser hard face process window is still very small to achieve evenly distributed WC, which are not dissolved by excess heat, and maintains low dilution.
The primary erosion mechanism for WC-MMC is that the sand particles gouge out the softer metal matrix surrounding the WC particles, and the WC particles “fall” out of the matrix. For multipass hard facing there is typically a small zone of rarefication of WC at the surface due to the sinking of WC particle in the molten puddle. These rarified zones are worn out faster than the WC rich areas. A good illustration of this effect is shown in Figure 1 of a WC-MMC sample after an ASTM G-65 dry sand abrasion test.
One can see a periodic wear pattern that correlates to the weld step over distance of the Laser hard facing process parameters. It should be noted that the G-65 test for WC hard facing is very unpredictable and not reliable, because the silica sand [SiO2] does not abrade the WC at all, and only affects the metal matrix. Therefore, the wear results [mass loss] are highly dependent on the weld overlay process parameters i.e. the orientation of the weld deposits with respect to the flowing direction of the slurry.
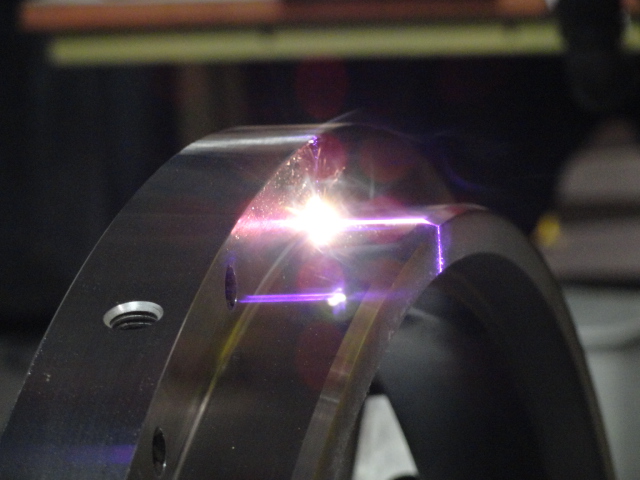
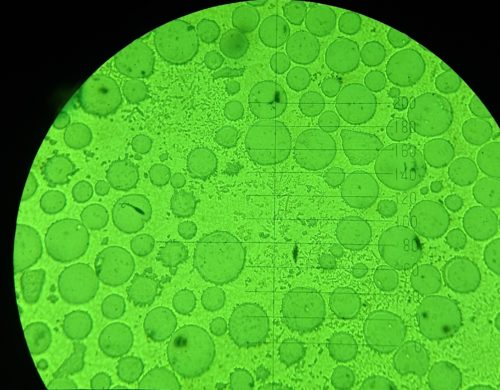
The typical cross section of a 70% WC-MMC laser clad is shown in Figure 2. The Tungsten carbide particle can be seen surrounded by the metal matrix. The scale is arbitrary, the large WC particles are approximately 150 microns to 45 microns. It also should be noted that the WC are very uniform and are not starting to dissolve in the metal matrix. This is one of the benefits of the much lower heat laser cladding process.
Figure 2 – Nominal 70% WC-MMC Cross section
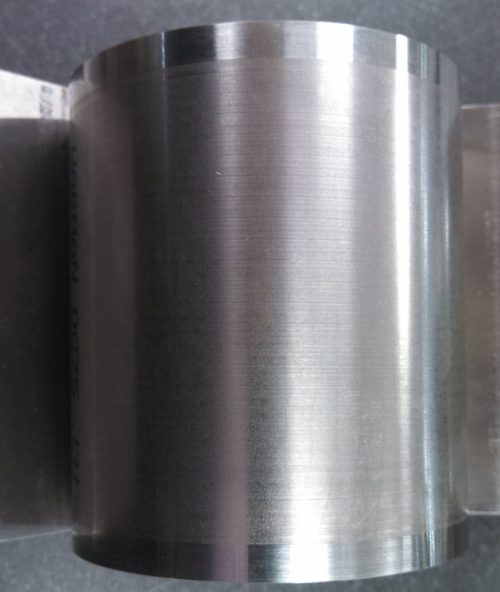
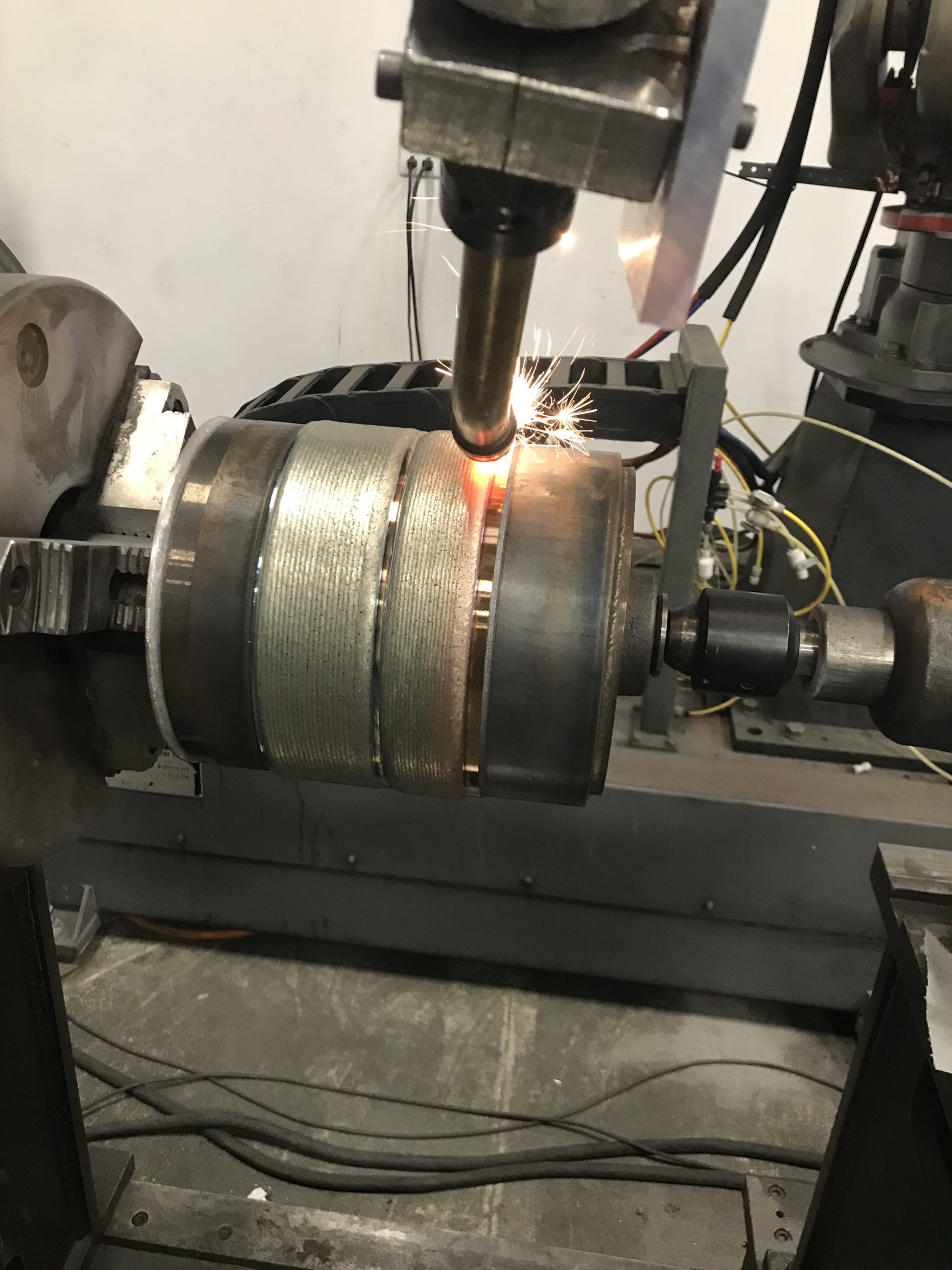
Using our extensive knowledge of the laser processing, Titanova now offers a 70% by weight WC. This is greater than the industrial standard of 60% by weight WC-MMC hard facing. This increases the amount of WC cross sectional surface area and therefore further reduces wear of the softer metal matrix, but at the same time retain enough toughness for slurry and mud applications. Figure 3 shows a laser hard faced and subsequently diamond ground pump sleeve using 70% by weight WC. Contact us for more information.
Figure 3 – 70% by weight WC Laser hard faced and diamond ground pump sleeve.
Posted by John Haake on | Comments Off on Laser Clad Overlays of Cobalt 6 – Stellite®
Titanova is a premier supplier of laser clad overlays of Cobalt 6 – Stellite® and other equivalent cobalt alloy.
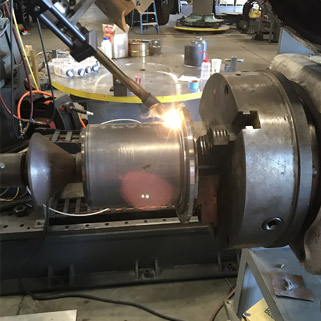
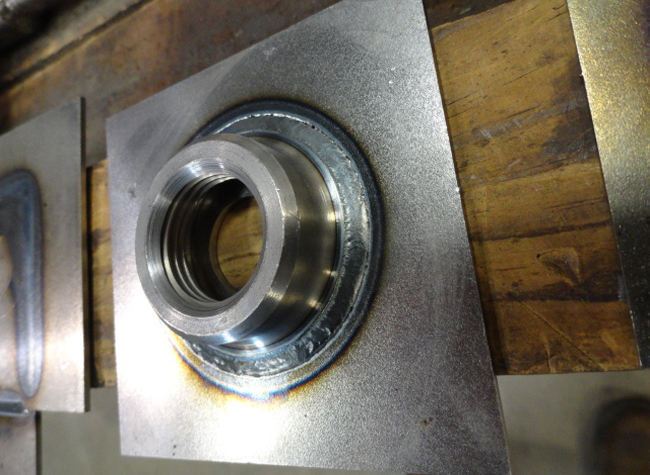
Titanova has developed a variety of laser cladding techniques to laser clad defect free Cobalt 6 – Stellite® alloys on journals, valve seats, ball seats, etc. These laser cladding processes include both power and hot cored wire methods.
Laser clad Deloro Stellite® 6 clad over high temperature bushing – Steel mill application
Laser clad Deloro Stellite® 6 clad over high temperature bushing – Steel mill application
The difference between arc welding [MIG and TIG] and laser cladding Stellite® are dramatic. All process issues associated with Stellite® overlay welding are dramatically improved using laser cladding.
Titanova has over 20 years of experience in laser cladding and with our own metallurgical capability, we are in a unique position to provide you a complete solution. Contact us for more information.
Trademark: Stellite® is a trademark of the Deloro Stellite Co.
 Welding is a manufacturing process used to join two or more individual pieces. It can be broadly categorized into two classifications: fusion welding and solid-state welding. Fusion welding encompasses all of the processes that utilize direct heat applied from an external source to fuse or melt contact surfaces of metals to weld them together, while solid-state welding encompasses all of the processes that require external pressure to weld materials together.
Welding is a manufacturing process used to join two or more individual pieces. It can be broadly categorized into two classifications: fusion welding and solid-state welding. Fusion welding encompasses all of the processes that utilize direct heat applied from an external source to fuse or melt contact surfaces of metals to weld them together, while solid-state welding encompasses all of the processes that require external pressure to weld materials together.


 “Hardfacing” and “cladding” are two terms that are often used synonymously, not realizing they are distinctly different applications. If so, you are in good company, as it is a common misconception. Hardfacing is a welding process that applies a high-wear surface to add protection and extend the life of the object. The material welded typically contains carbides and, in most cases, this is tungsten carbide [WC]. Cladding, however, will typically use overlay material that is similar to the base material but in many cases uses a different material to give a beneficial property to just that portion of the component, such a high hardness, corrosion resistance, or just to meet a
“Hardfacing” and “cladding” are two terms that are often used synonymously, not realizing they are distinctly different applications. If so, you are in good company, as it is a common misconception. Hardfacing is a welding process that applies a high-wear surface to add protection and extend the life of the object. The material welded typically contains carbides and, in most cases, this is tungsten carbide [WC]. Cladding, however, will typically use overlay material that is similar to the base material but in many cases uses a different material to give a beneficial property to just that portion of the component, such a high hardness, corrosion resistance, or just to meet a