This blog is meant to explain the differences between the thermal spray and laser cladding processes and help you understand the physical differences between each process.
What is Thermal Spray?
Thermal spraying refers to a group of coating processes in which finely divided metallic or nonmetallic materials [ceramics] are deposited in a molten or semi-molten condition to form a coating. The coating material may be in the starting form of powder, ceramic rod, wire, or molten materials.
The basic process is shown in Figure 1.
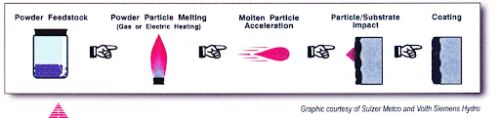
Figure 1 – Basic Thermal Spray process
Since there are a large number of materials and heating methods, research has resulted in many different commercial application methods. In Figure 2, a schematic segregated by a thermal heat source method is shown. In general, the flame is chemical combustion and the electrical is a plasma arc.
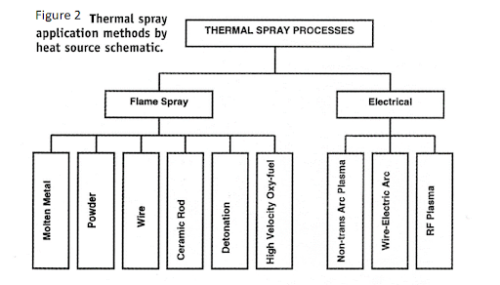
Figure 2 – Thermal spray application methods
As can be seen from Figure 1, the heat source is disconnected from the workpiece and only affects the thermal spray material, therefore the adhesion of the thermal spray coating is mechanical and NOT welded. This naturally results in a very low heat process, which produces no distortion to the workpiece. On a microscopic level, the coatings are porous. Since the adhesion is mechanical, the coating thicknesses are limited to < 0.015” due to inherent internal stresses and are subject to spallation.
Thermal Spray and Fuse of Self-Fluxing Alloy Powders
Since thermally sprayed material is not metallurgical alloy-bonded to the substrate and the coatings are typically porous, the industry developed thermal spray powder chemistries that are self-fluxing. Self-fluxing alloy is the generic name given to the nickel- or cobalt-based thermal spray powders used to hard-face industrial parts subject to severe abrasion or corrosion.
The thermally sprayed workpiece is heated to a temperature that is at the melt temperature of the self-fluxing alloy, which is below the workpiece melt temperature. As can be seen, the self-fluxing process produces an alloy [welded] bond and eliminates porosity, and achieves thicker and harder coatings. Since the entire workpiece must be heated to a temperature of around 2000° F, this process is typically limited to minor distortion insensitive cylindrical parts.
What is Laser Cladding?
Laser Cladding, also known as laser weld overlay, laser additive manufacturing, direct laser deposition [DLD], and laser spray welding, is a welding process analogous to electrical arc welding processes such as GTAW, TIG, MIG, and PTA in which the heat source is co-located where the overlay material and the workpiece surface come in contact. The heat source is energetic enough to melt the coating material and a portion of the substrate to create a welded bond. Melting as little of the workpiece substrate as possible is beneficial with respect to distortion, intermetallic dilution, and structural defects.
The laser is the heat source, and the physical attributes of the laser are immediately recognizable when it comes to weld overlays. Lasers generate controllable optical energy that can be used to controllably modify materials. The lasers are controllable in terms of direction and beam shape. This process involves surface-only optical heating since the energy is pure radiation energy in the form of photons. This results in instantaneous heating, which enables instantaneous control. As previously mentioned, this process can create a weld overly with the smallest amount of heat input, resulting in the lowest amount of distortion, intermetallic dilution, and almost zero defects.
Benefits of Laser Cladding
The inherent benefits of laser cladding are:
- Much less weld distortion = Less post-machining
- Low dilution =
- Less solidification cracking,
- Less hard cracking
- Meeting single pass chemical specifications
- Less preheat = Less tempering
- Thinner clad = Lower material costs and pre-machining costs
- Smoother clad = Less post-machining
CONTACT THE LASER WELDING EXPERTS AT TITANOVA TODAY
If you’re looking for laser cladding, thermal spray, or other laser material processing services, consider Titanova. We have over 30 years of experience in the area. For information about our laser cladding capabilities, visit our laser cladding capabilities page or contact us today.
Comments are closed