Titanova is a premier supplier of Tungsten Carbide [WC] laser hard facing NOW 70% by weight
Titanova is continuing to pursue new hard facing materials and laser hard facing processes to address critical wear problems for our customers. The wear issues specifically addressed here are abrasion and erosive wear from uniform distributed solid particles suspended in a liquid or air stream. Particles that are hydro-transported are suspended in a liquid such as water and are known as slurry. Low stress abrasion is where the solid particles slide over the surface, while impingement abrasion occurs when the slurry is forced to change direction. The solid particles include sand, mud, cement, coal, coal ash, and other hard particles suspended in a liquid or gas stream.
It is well known in the industry that Ceramic Metal Matrix Composites [CMMC] and more specifically Tungsten Carbide MMC [WC-MMC] are one of the current solutions to these wear problems. The WC is incorporated in the softer metal matrix which imparts toughness on the coating. The WC is very hard depending on the type of WC used and this can be between 1100 and 3000 Hv. At this hardness, WC can resist most naturally occurring material such as sand and drilling mud [Bentonite clays] and man-made materials such as coal ash. The primary reason that WC is used in hard facing weld overlay application is that it has a higher density than most metals and it sinks into the molten metal puddle.
The benefits of laser hard facing are that the WC-MMC is not over heated to a point where the WC starts to dissolve in the metal matrix. At the same time, this lower energy leads to much lower dilution, less heat, and thus lower distortion of the work piece. This is the same reason why the WC is more “suspended’ in the final laser hard face since the WC particles do not sink as much. This leads to a tougher coating, since a concentration and dissolution of the WC particles can lead to delamination. The laser hard face process window is still very small to achieve evenly distributed WC, which are not dissolved by excess heat, and maintains low dilution.
The primary erosion mechanism for WC-MMC is that the sand particles gouge out the softer metal matrix surrounding the WC particles, and the WC particles “fall” out of the matrix. For multipass hard facing there is typically a small zone of rarefication of WC at the surface due to the sinking of WC particle in the molten puddle. These rarified zones are worn out faster than the WC rich areas. A good illustration of this effect is shown in Figure 1 of a WC-MMC sample after an ASTM G-65 dry sand abrasion test.

Figure 1 – WC-MMC sample after ASTM G-65 dry sand wear test.
One can see a periodic wear pattern that correlates to the weld step over distance of the Laser hard facing process parameters. It should be noted that the G-65 test for WC hard facing is very unpredictable and not reliable, because the silica sand [SiO2] does not abrade the WC at all, and only affects the metal matrix. Therefore, the wear results [mass loss] are highly dependent on the weld overlay process parameters i.e. the orientation of the weld deposits with respect to the flowing direction of the slurry.
The typical cross section of a 70% WC-MMC laser clad is shown in Figure 2. The Tungsten carbide particle can be seen surrounded by the metal matrix. The scale is arbitrary, the large WC particles are approximately 150 microns to 45 microns. It also should be noted that the WC are very uniform and are not starting to dissolve in the metal matrix. This is one of the benefits of the much lower heat laser cladding process.
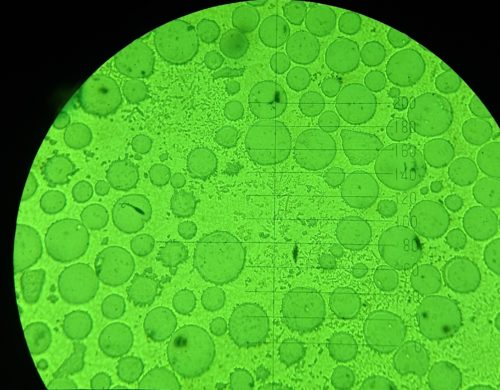
Figure 2 – Nominal 70% WC-MMC Cross section
Using our extensive knowledge of the laser processing, Titanova now offers a 70% by weight WC. This is greater than the industrial standard of 60% by weight WC-MMC hard facing. This increases the amount of WC cross sectional surface area and therefore further reduces wear of the softer metal matrix, but at the same time retain enough toughness for slurry and mud applications. Figure 3 shows a laser hard faced and subsequently diamond ground pump sleeve using 70% by weight WC. Contact us for more information.
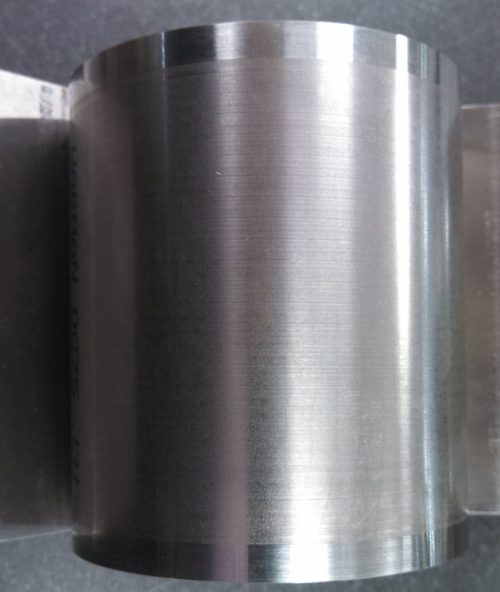
Figure 3 – 70% by weight WC Laser hard faced and diamond ground pump sleeve.
Comments are closed